Elvia L Jiménez P., Martha L. Mojica H. **
* Trabajo Realizado en la Universidad de Boyacá Bajo la dirección del Ingeniero JAIME DIAZ GOMEZ durante los años 1990-1991
** Profesoras de la Facultad del Medio Ambiente y Recursos Naturales. Tecnología Saneamiento Ambiental, Universidad Distrital Francisco José de Caldas.E-mail: mlmojich@udistrital.edu.co
Palabras clave: Reactor anaerobio de flujo a pistón, agua residual doméstica, tratamiento por descomposición anaerobia, sedimentador.
Key words: Reactor anaerobic the flow by piston, water residual domestic, treatment, sedimentation.
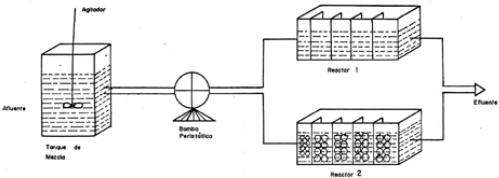
Fase 1. Montaje del equipo (figura 1), el cual consta de un tanque de mezcla (20l), agitador tipo turbina (marca Heidolph type RZRO/4), una bomba peristáltica (modelo 204-Milan), mangueras alimentadoras de los reactores de 3 mm de diámetro interior, y dos reactores de 7 y 6,8L aproximadamente, cada uno con 9 cámaras, una estructura de sedimentación y recolección de gas, la cual separa las fases gas-líquido sólido.
Figura 1. Montaje del equipo Fuente: autoras
Las especificaciones de los reactores 1 y 2 fueron las siguientes:
Dimensiones del reactor 1: (figuras 2 y 3) reactor de biomasa suspendida con una capacidad neta de 7,01173L
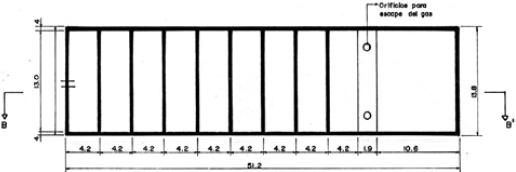
Figura 2. Perfil reactor 1 sin medio de soporte Fuente: autoras
Dimensiones del reactor 2: el reactor 2 (figuras 4 y 5) poseía un medio de soporte para la biomasa tipo “rulos de cabello”. tenía una capacidad bruta de 7,01173 L y una neta de 6,78673 L, donde 225 mL correspondían al espacio ocupado por los rulos.
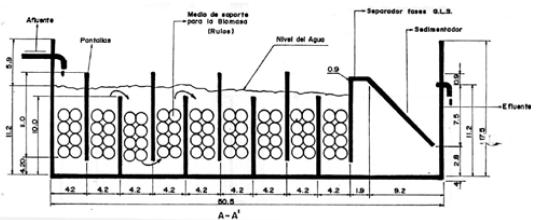
Figura 3. Planta reactor 2 con medio de soporte. Fuente: autoras
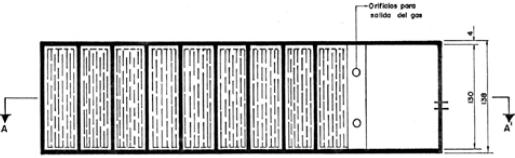
Figura 4. Perfil reactor 2 con medio de soporte. Fuente: autoras
Fase 2. Operativa y obtención de datos: se efectuaron mediciones diarias de DQO, DBO5, pH, alcalinidad, temperatura, sólidos ácidos grasos volátiles durante 245 días, tanto del afluente como del efluente de los dos reactores; es de anotar que el sustrato utilizado para la alimentación de los reactores consistió en aguas residuales domésticas.
Fase 3. Tabulación y análisis: los datos se organizaron en tablas tendientes a establecer las diferentes relaciones entre las variables; los datos diarios se promediaron en dos y cuatro periodos mensuales; para los valores de DQO, DBO5, alcalinidad y ácidos grasos volátiles se tomaron dos periodos al mes, uno el día 15 y otro el último día del mes. Los datos de sólidos se tomaron con periodicidad semanal y luego se promediaron cada quince días. La DQO y la DBO5 también fueron correlacionadas según el grado de contaminación y la eficiencia de acuerdo con la remoción presentada. Para una mejor determinación de cada uno de los parámetros o variables analizadas se relacionaron todos de acuerdo con su naturaleza, y de esa forma se conocieron los cambios en el transcurso del proyecto.
Para los tiempos hidráulicos y la carga volumétrica se tomaron como referencia los valores del reactor 1, sin especificar los valores del reactor 2; el tiempo hidráulico se cambió en la misma época. Los valores se relacionan en la tabla 1.
Tabla 1. Tiempos hidráulicos y cargas volumétricas reactores 1 y 2
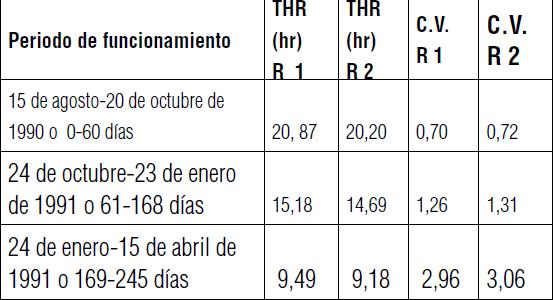
THE: Tiempo hidráulico de retención
h: Horas
C.V: Carga volumétrica en kg. DQO/m3-día
R 1: Reactor 1
R 2: Reactor 2
Variación de parámetros físico-químicos Alcalinidad pH
De acuerdo con la figura 5, se puede observar un aumento en la alcalinidad, tanto en el afluente del reactor 1 como en el 2; llama la atención un descenso de los valores de alcalinidad en el reactor 1, en el periodo comprendido entre 120 y 150 días. El PH durante el tiempo de operación de los reactores no tuvo mayor variación, por tanto no hubo necesidad de adicionar ningún tipo de compuesto químico para su estabilización. El desecho posee una buena capacidad buffer. En el periodo de operación se observa un aumento en la alcalinidad, lo cual es coherente con lo planteado por Rojas (1987), quien sugiere que en desechos domésticos con alta fracción de proteínas la digestión rompe las moléculas y libera amonio, el cual puede combinarse con el ácido carbónico soluble formando un sistema buffer de bicarbonato de amonio.
Ácidos grasos volátiles (A.G.V.)
Se aprecia un descenso de los ácidos grasos volátiles, consecuencia del incremento de la alcalinidad, lo cual deja entrever que existe suficiente alcalinidad para neutralizar los A.G.V. que se generan en el proceso. En el lapso comprendido entre 15 y 45 días (15 de septiembre-15 de octubre de 1990) se presenta un aumento de los A.G.V., consecuencia del desbalance al inicio del proceso. Esto revela que la tasa de formación de metano no es suficiente para metabolizar los A.G.V. producidos. Posteriormente, cuando se presenta el arranque del sistema se produce un equilibrio en el proceso que se podría definir así:
Ácidos grasos volátiles-Capacidad buffer-Metanogénesis
Variación de la DQO. Anotación acerca del análisis de laboratorio
En el tratamiento del trabajo pudo haber errores en la determinación de la DQO al emplear el método colorimétrico micro (rango alto) sugerido por Hach (1991), debido a que los vials fueron preparados y a que la curva de calibración fue previamente elaborada sobre la base de patrones de concentración conocida de biftalato de potasio. Sin embargo, parece que tales errores fueron mínimos, pues al utilizar vials comprados al representante y un espectrofotómetro Hach con la curva de calibración previamente elaborada los resultados conservaron las órdenes medidas anteriormente. El sistema en cuestión presenta resultados favorables para el tratamiento de agua residual doméstica. Al comparar el afluente y los efluentes se puede observar un descenso en la DQO efluente y al cambiar el tiempo hidráulico se aprecia un ligero aumento en los afluentes sin sobrepasar los valores de la DQO afluente.
Se puede observar que una vez realizado el proceso de arranque, que duró alrededor de 4 meses (entre THR de 22 horas y 16 horas), el proceso en los dos reactores alcanzó eficiencias hasta del 81% en el reactor 1 y de 86% en el reactor 2, con tiempos hidráulicos de retención de 9,49 y 9,18 horas, respectivamente. Aunque se establecieron condiciones estables para tiempos de 20,9, 15,2 y 9,49 horas para el reactor 1 y tiempos de 20,2, 14,7 y 9,18 para el reactor 2, es claro que el proceso debe ser evaluado en cargas volumétricas mayores con el fin de encontrar el mínimo tiempo hidráulico de retención (THR) en el que en condiciones estables se obtengan eficiencias razonables para la remoción de la DQO. Por otra parte, se puede pensar que los RAP, particularmente el 2 (con medio de soporte de la biomasa), actúan inicialmente, y aun después del arranque, como sistemas para la retención de sólidos suspendidos presentes en el afluente. A este aspecto puede atribuirse la remoción de materia orgánica durante el proceso de arranque. A medida que se operan por más tiempo los reactores, la DQO va disminuyendo, dado que la biomasa presente se va adaptando mejor al sustrato.
Valoración de la DBO
La máxima eficiencia de remoción de la DBO5, se observó en la operación de los reactores 1 y 2 con tiempos hidráulicos de retención (THR) de 9,49 y 9,18 horas, respectivamente, 87,5% para el reactor 1 y 86,5% para el reactor 2. Un tiempo de operación mayor podrá definir el comportamiento de los reactores con tiempos hidráulicos de retención menores. De acuerdo con los resultados encontrados, los dos reactores son apropiados para tratar desechos domésticos en la condición ambiental planteada en el ensayo (condiciones de laboratorio y temperatura promedio de 14Cº). Los reactores anaerobios de flujo a pistón (RAP) producen remociones importantes de materia orgánica. Considerándolo como un proceso primario o secundario, estará definido por mayores desarrollos e investigaciones del proceso a las condiciones ambientales aquí planteadas. Por otra parte, es claro que los afluentes del proceso deberán recibir tratamiento para la remoción de nutrientes (N, P) y organismos patógenos. A medida que se operan por más tiempo los reactores, la DBO5 va disminuyendo, dado que la biomasa presente se va adaptando mejor al sustrato.
Tiempos hidráulicos y cargas volumétricas
Parece evidente que los periodos para definir las condiciones estables en tiempos hidráulicos de retención, de 20,87, 15,18 y 9,49 horas en el reactor 1 y de 20,2, 14,69 y 9,18 horas en el reactor 2, no fue suficiente, pues no se obtuvieron altas eficiencias especialmente en 20,87, 20,2 y 15,18, 14,69 horas lo cual era de esperarse. De todas formas esto no parece obstáculo para el arranque y para definir condiciones estables con altas eficiencias para la remoción de DQO Y DBO5 en tiempos hidráulicos de retención como 9,49 y 9,18 horas.
Variación de los diferentes tipos de sólidos
En el transcurso del seguimiento las eficiencias para la remoción de los sólidos son cada vez más importantes. Esto está de acuerdo con uno de los fenómenos físicos para la remoción de materia orgánica: el atropamiento en el manto de lodos y/o la sedimentación de los sólidos suspendidos cuando se emplean cargas volumétricas bajas
Sólidos suspendidos totales (SST)
Durante el arranque en cargas bajas ya se produce una remoción de los sólidos en los dos reactores que presentan un comportamiento similar en la remoción de sólidos, lo cual haría pensar que en el reactor 2 el medio de soporte no actuó como mecanismo para la retención de sólidos del afluente. Por otra parte, los resultados muestran que a medida que se produce el arranque ya se alcanzan eficiencias del orden del 53% para la remoción de sólidos suspendidos, con un tiempo hidráulico de retención de 20,2 horas.
Sólidos suspendidos volátiles
Los sólidos suspendidos volátiles, que pueden ser sustancias lentamente hidrolizables, quedan atrapados (removidos) en el reactor y su tiempo de digestión puede ser muy lento. Este fenómeno es muy importante pues es uno de los mecanismos de remoción de la DQO influente, pero a la vez se traduce en un problema, pues eventualmente, como expresa Field (1987), puede producir la disminución de la actividad metanogénica del lodo.
Relación sólidos suspendidos volátiles y sólidos suspendidos totales
Esta relación es alta, primero por una alta cantidad de sólidos en el efluente, segundo por la presencia de biomasa o DQO influente en el efluente de los reactores. A partir del día 165 la relación empezó a aumentar en el reactor 1, lo cual se mantuvo hasta el final de la operación. En este lapso se pudo observar un lavado de lodo en el sedimentador, producido por el gas, ya que éste genera resuspensión de las partículas sedimentadas.
Variación de los sólidos suspendidos cámara por cámara
Hay un alto contenido de sólidos dentro de los reactores, con predominio de los sólidos suspendidos volátiles, lo cual puede tomarse como un alto contenido de biomasa dentro de ellos. A medida que aumentan los sólidos dentro del reactor hay una mayor eficiencia de remoción de materia orgánica. Se puede observar que la mayor cantidad de sólidos suspendidos volátiles están en la cámara 4 del reactor 1 y en la cámara 5 del reactor 2, lo cual lleva a una incertidumbre en cuanto a la naturaleza del lodo, siendo necesario realizar una diferenciación entre la biomasa y los sólidos suspendidos volátiles atrapados en el lecho y lentamente hidrolizables.
Relacion SSV/SST cámara por cámara
El lodo anaerobio se caracteriza por una relación SSV/SST de aproximadamente un 50%, lo que hace que sea altamente mineralizado (estabilizado) y esto se traduce en que durante su disposición en lechos de secado no produce olores. Si la relación es alta indica que se ha producido atropamiento de sólidos suspendidos volátiles en el lecho. La mayoría de las cámaras en ambos reactores presenta una relación SSV/SST del 50% y el fenómeno de la cámara 4 del reactor 1 y de la cámara 5 del reactor 2 sería el de alta presencia de sólidos suspendidos volátiles atrapados en el lodo. Este aspecto, ya analizado por Koster (1985), es característico del proceso de digestión anaerobia en bajas temperaturas.
Sedimentación del lodo
Reactor 1 cámaras 3-4, la velocidad de sedimentación fue de 7,5 m/hora
Reactor 1 cámaras 5-6, la velocidad de sedimentación fue de 2,05 m/hora
Reactor 2 cámaras 7-8, la velocidad de sedimentaciónfue de 5,45 m/hora
Es coherente que el lodo de las cámaras tenga mayor velocidad que el lodo de exceso de los sedimentadores, pues éste debe ser un lodo ligero. Field (1987), citado por Zegers (1987), dice que el lodo granular de buena calidad puede tener una velocidad de sedimentación alrededor de 60 m/hora porque son agregados muy compactos con diámetros entre 0,5 y 3 mm. El lodo floculento tiene una velocidad de sedimentación alrededor de 2 m/h y el lodo disperso de 0,05 m/h y 0,2 m/h; según esta clasificación, el lodo presente en los reactores es lodo floculento.