DOI:
https://doi.org/10.14483/22487638.16296Published:
2020-10-01Issue:
Vol. 24 No. 66 (2020): October - DecemberSection:
ResearchEvaluation of Mechanical Properties of Composites Manufactured from Recycled Tetra Pak® Containers
Evaluación de propiedades mecánicas de compuestos manufacturados a partir de contenedores de Tetra Pak® reciclados
Keywords:
prensado en caliente, Compuestos, propiedades mecánicas, reciclado, Tetra Pak® (es).Keywords:
composites, hot-pressing, mechanical properties, recycled, Tetra Pak® (en).Downloads
References
Ali, H., & Nystrom, T. (1995). Method and apparatus for separating paper fiber and plastics from mixed waste material and products obtained thereby (Patent No. 5390860).
Amuthakkannan, P., Manikandan, V., Winowlin Jappes, J. T., & Uthayakumar, M. (2013). Effect of fibre length and fibre content on mechanical properties of short basalt fibre reinforced polymer matrix composites. Materials Physics and Mechanics, 16(2), 107–117.
Ayrilmis, N., Kaymakci, A., Akbulut, T., & Elmas, G. M. (2013). Mechanical performance of composites based on wastes of polyethylene aluminum and lignocellulosics. Composites Part B: Engineering, 47, 150–154.
https://doi.org/10.1016/j.compositesb.2012.10.019
Bekhta, P., Lyutyy, P., Hiziroglu, S., & Ortynska, G. (2016). Properties of Composite Panels Made from Tetra-Pak and Polyethylene Waste Material. Journal of Polymers and the Environment, 24(2), 159–165. https://doi.org/10.1007/s10924-016-0758-7
Caraschi, J. C., & Leão, A. L. (2003). Compósitos de embalagens cartonadas com polipropileno. 7o Congresso Brasileiro de Polímeros, 178–179.
Ebadi, M., Farsi, M., Narchin, P., & Madhoushi, M. (2016). The effect of beverage storage packets (Tetra Pak™) waste on mechanical properties of wood–plastic composites. Journal of Thermoplastic Composite Materials, 29(12), 1601-1610. https://doi.org/10.1177/0892705715618745
Galvis Fuentes, C. J., & Villabona Arguello, J. C. (2016). Estudio de factibilidad para recuperación del Tetra Pak con uso estructural. [Tesis de pregrado]. Universidad Industrial de Santander (UIS). Bucaramanga, Colombia. http://noesis.uis.edu.co/handle/123456789/15720
George, J., Bhagawan, S. S., Prabhakaran, N., & Thomas, S. (1995). Short pineapple-leaf-fiber-reinforced low-density polyethylene composites. Journal of Applied Polymer Science, 57(7), 843–854. https://doi.org/10.1002/app.1995.070570708
Greenhalgh, E. (2009). Fibre-dominated failures of polymer composites. In Failure Analysis and Fractography of Polymer Composites (pp. 107–163). Woodhead Publishing Series in Composites Science and Engineering. https://doi.org/10.1533/9781845696818.107
Hidalgo, M., Muñoz, M., & Quintana, K. (2011). Desempeño mecánico del compuesto polietileno aluminio reforzado con agro fibras continuas de fique. Revista Latinoamericana de Metalurgia y Materiales, 2(2), 134–137.
Hidalgo, M., Muñoz, M., & Quintana, K. (2012). Análisis mecánico del compuesto polietileno aluminio reforzado con fibras cortas de fique en disposición bidimensional. Revista Latinoamericana de Metalurgia y Materiales, 32(1), 89–95.
Hidalgo-Salazar, M. A., Mina, J. H., & Herrera-Franco, P. J. (2013a). The effect of interfacial adhesion on the creep behaviour of LDPE-Al-Fique composite materials. Composites Part B-Engineering, 55, 345–351. https://doi.org/DOI 10.1016/j.compositesb.2013.06.032
Hidalgo-Salazar, M., Neves, L., & Baena, F. (2013b). Posibilidades de fabricación con el polietileno aluminio obtenido del reciclaje de envases multicapas Possibilities of fabrication of aluminium polyethylene obtained from multilayer package recycling. Informador Técnico, p 100-109. https://doi.org/https://doi.org/10.23850/22565035.51
Hitchon, J. W., & Phillips, D. C. (1979). The dependence of the strength of carbon fibres on length. Fibre Science and Technology, 12(3), 217–233. https://doi.org/10.1016/0015-0568(79)90032-0
Kaseem, M., Hamad, K., Deri, F., & Ko, Y. G. (2017). Effect of Wood Fibers on the Rheological and Mechanical Properties of Polystyrene/Wood Composites. Journal of Wood Chemistry and Technology, 37(4), 251–260. https://doi.org/10.1080/02773813.2016.1272127
Lopes, C. M. A., & Felisberti, M. I. (2006). Composite of low-density polyethylene and aluminum obtained from the recycling of postconsumer aseptic packaging. Journal of Applied Polymer Science, 101(5), 3183–3191. https://doi.org/10.1002/app.23406
Martínez-López, Y., Fernández-Concepción, R. R., Álvarez-Lazo, D. A., García-González, M., & Martínez-Rodríguez, E. (2014). Evaluación de las propiedades físico-mecánicas de los tableros de madera plástica producidos en Cuba respecto a los tableros convencionales. Revista Chapingo, Serie Ciencias Forestales y Del Ambiente, 20(3), 227–236. https://doi.org/10.5154/r.rchscfa.2014.02.003
Moreno, D. D. P., & Saron, C. (2017). Low-density polyethylene waste/recycled wood composites. Composite Structures, 176, 1152–1157. https://doi.org/10.1016/j.compstruct.2017.05.076
Pamungkas, A. F., Ariawan, D., Surojo, E., & Triyono, J. (2018). Influence of fiber length on flexural and impact properties of Zalacca Midrib fiber/HDPE by compression molding. AIP Conference Proceedings, 1931. https://doi.org/10.1063/1.5024120
Paula, M. M. da S., Rodrigues, F. B. B. M., Bernardin, A. M., Fiori, M. A., & Angioletto, E. (2005). Characterization of aluminized polyethylene blends via mechanical recycling. Materials Science and Engineering: A, 403(1–2), 37–41. https://doi.org/10.1016/j.msea.2005.05.060
Quintero, M., Rodríguez, P., Rubio, J., Jaramillo, L., & Nuñez-Moreno, F. (2017). Bending and compression characterization of hollow structural elements made of recycled Tetra Pak®-Based Boards (RTPBB) and an approximated calculation of the carbon footprint involved in their production. Revista Ingeniería de Construcción, 32(3), 131–148. https://doi.org/10.4067/S0718-50732017000300131
Rhamin, H., Madhoushi, M., Ebrahimi, A., & Faraji, F. (2013). Effect of resin content, press time and overlaying on physical and mechanical properties of carton board made from recycled beverage carton and MUF resin. Life Science Journal, 10(SUPPL.4), 613–619.
Salamanca, J., & Vaca, J. (2017). Caracterización de un material compuesto de TetraPak, reforzado con polietileno de baja densidad (PEBD) y conformado en prensa de calor. Ingenio Magno, 8(1), 132–147.
Silva, K. C. P. da, Campos, A. T., Yanagi Junior, T., Cecchin, D., Lourençoni, D., & Ferreira, J. C. (2015). Reaproveitamento de resíduos de embalagens Tetra Pak-® em coberturas. Revista Brasileira de Engenharia Agrícola e Ambiental, 19(1), 58–63. https://doi.org/10.1590/1807-1929/agriambi.v19n1p58-63
Souza, A. M., Nascimento, M. F., Almeida, D. H., Lopes Silva, D. A., Almeida, T. H., Christoforo, A. L., & Lahr, F. A. R. (2018). Wood-based composite made of wood waste and epoxy-based ink-waste as adhesive: A cleaner production alternative. Journal of Cleaner Production, 193, 549–562. https://doi.org/10.1016/j.jclepro.2018.05.087
Sun, X., & Zhang, Q. H. (2013). Study on the optimum hot-pressing process and surface decoration of waste Tetra Pak®/sawdust composite board. Advanced Materials Research, 710, 147–151. https://doi.org/10.4028/www.scientific.net/AMR.710.147
Turrado, J., Dávalos, M. F., Fuentes, F. J., & Saucedo, A. R. (2012). Envases de Cartón para Líquidos como Fuente de Fibra Secundaria. Información Tecnológica, 23(3), 59–66. https://doi.org/10.4067/S0718-07642012000300008
Universitat de Barcelona, n.d. Materials - Polietileno de baja densidad. Retrieved from: <http://www.ub.edu/cmematerials/es/content/polietileno-de-baja-densidad>.
Valim, F. C. F., Silveira, D. C., Costa, M. L., Pereira, M. dos S., & Botelho, E. C. (2015). Estudo das propriedades morfológicas, térmicas e mecânicas do compósito particulado de alumínio e polietileno de baixa densidade reciclados. Revista Materia, 20(4), 852–865. https://doi.org/10.1590/S1517-707620150004.0092
Xia, Q. S., Boyce, M. C., & Parks, D. M. (2002). A constitutive model for the anisotropic elastic-plastic deformation of paper and paperboard. International Journal of Solids and Structures, 39(15), 4053–4071. https://doi.org/10.1016/S0020-7683(02)00238-X
Yadav, S. M., & Yusoh, K. Bin. (2015). Mechanical and Physical Properties of Wood-Plastic Composites Made of Polypropylene, Wood Flour and Nanoclay. International Journal of Agriculture, Forestry and Plantation, 1, 52–58. http://ijafp.com/wp-content/uploads/2015/10/FR-10.pdf
Yilgor, N., Köse, C., Terzi, E., Figen, A. K., Ibach, R., Kartal, S. N., & Pişkin, S. (2014). Degradation Behavior and Accelerated Weathering of Composite Boards Produced from Waste Tetra Pak® Packaging Materials. BioResources, 9(3), 4784–4807. https://doi.org/10.15376/biores.9.3.4784-4807
Zawadiak, J., Wojciechowski, S., Piotrowski, T., & Krypa, A. (2017). Tetra Pak® Recycling – Current Trends and New Developments. American Journal of Chemical Engineering, 5(3), 37–42. https://doi.org/10.11648/j.ajche.20170503.12
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
Recibido: 26 de febrero de 2020; Aceptado: 13 de agosto de 2020
Abstract
Context:
Tetra Pak® is a common material used for the production of food containers. Currently, those containers are recycled by physical separation of the cellulose fibers through a hydro pulped process, but sometimes separating the individual components is not economically viable. This work evaluates an alternative process to obtain composites from recycled Tetra Pak®.
Methodology:
Tetra Pak® used containers were collected and cut into small pieces at the laboratory. Then, the containers were hot-pressed to obtain sheets in a manual hydraulic press by using different configurations. Samples were cut, and their tensile strength was evaluated (ASTM D3039). Failure analysis of samples was carried out by FE-SEM to identify issues related to processing and to understand the differences in mechanical properties.
Results:
The results showed that the lowest tensile strength was 9.5 MPa (type I sample) and the highest tensile strength was 37.4 MPa (type III sample).
Conclusions:
The results of mechanical tests show that this material can be used for non-structural purposes in the building industry. Failure analysis shows that fiber pull-out and delamination are the most important failure mechanisms in type I samples. For type III sample, failure was produced by a sequence of intralaminar fractures.
Financing:
Instituto Tecnológico Metropolitano de Medellín
Keywords:
composites, hot-pressing, mechanical properties, recycled, Tetra Pak®.Resumen
Contexto:
Tetra Pak® es un material común que se utiliza para recipientes de alimentos. Actualmente, esos contenedores se reciclan mediante la separación física de las fibras de celulosa a través de un proceso de hidropulpeado, pero a veces no es económicamente viable separar los componentes individuales. En este trabajo, se evaluó un proceso alternativo para obtener materiales compuestos de Tetra Pak® reciclado.
Metodología:
Inicialmente, los contenedores de Tetra Pak® usados se recolectaron y cortaron en trozos pequeños en el laboratorio. Después, los contenedores se prensaron en caliente para obtener laminados en una prensa hidráulica manual utilizando diferentes configuraciones. Después de obtener los materiales compuestos, se cortaron las muestras y se evaluó su resistencia a la tracción (ASTM D3039). El análisis de fallas de las muestras fue realizado por FE-SEM para identificar problemas relacionados con el procesamiento y para comprender las diferencias en las propiedades mecánicas.
Resultados:
Los resultados mostraron que la menor resistencia a la tracción era de 9,5 MPa (muestras de tipo I). La mayor resistencia a la tracción fue de 37,4 MPa para muestras de tipo III.
Conclusiones:
Los resultados de las pruebas mecánicas permitieron concluir que el material se puede utilizar para fines no estructurales en la industria de la construcción. El análisis de fallas mostró que el desprendimiento de la fibra es el mecanismo más importante en las muestras de tipo I. Para las muestras de tipo III, la fractura se produjo por una secuencia de fallas interlaminares.
Financiamiento:
Instituto Tecnológico Metropolitano de Medellín
Palabras clave:
compuestos, prensado en caliente, propiedades mecánicas, reciclado, Tetra Pak®.INTRODUCTION
Current efforts in material science aim to reduce the use of primary materials as wood (Ayrilmis et al. , 2013; Hidalgo et al., 2013a). Composites made from waste seems to be a good option and have gained increasing attention (Souza et al., 2018; Moreno & Saron, 2017). Tetra Pak® is a material used for food packaging and consists of three layers: carton, polymer, and aluminum. Those containers are recycled by physical separation of the cellulose fibers through three main processes: incineration, aluminum recovering by pyrolysis, and processing in an extruder (Lopes & Felisberti, 2006). However, in most of cases it is not economically viable to separate the individual components because although composites have been obtained, there is still a lack of knowledge to identify the variables required to process them and turn them into something functional.
Ali & Nystrom (1995) used Tetra Pak® in their work and performed a physical separation of polyethylene and aluminum (PEA) from the cellulose fibers through a hydro pulped process. In their work, the authors used water and shook the Tetra Pak® containers for several minutes (30-45 min). After an appropriate shaking time, the cellulose phase and PEA were partially separated from each other.
The authors also added an accelerator (NaOH) to remove hydrogen bonds and recover more fibers. A similar procedure was done by Turrado et al. (2012). However, at the end of the process PEA still contained some cellulose.
Recycling of containers is possible using different processes. Hidalgo et al. (2013b) indicated several methods used to manufacture polyethylene aluminum (PEA), such as hot plates compression, extrusion, injection, and rotational molding. The authors showed several applications for the PEA such as plastic wood and automobile applications, among others. However, they did not use 100% of the containers but developed the products using the PEA in all cases. On the other hand, Paula et al. (2005) used PEA with recycled HDPE/LDPE and virgin Poly Ethylene (PE) resin to get materials with improved mechanical properties, but increased the water absorption by the polyamide presence in the HDPE and LDPE recycled. However, all the mixtures had excellent chemical resistance. Salamanca & Vaca (2017) have reported the effect on mechanical properties (tensile and flexural strength) of a thermo-formed composite (90 wt% Tetra Pak® and 10 wt% LDPE). Galvis & Villabona (2016) have studied the feasibility of using 100 wt% Tetra Pak® for structural applications. Bekhta et al. (2016) made ther-moformed panels using several types of containers (including Tetra Pak® and candy packing) and they found that the new product has improved mechanical properties when it was compared to virgin resin of PE.
Recent studies (Kaseem et al., 2017) indicated that small wood particles used as reinforcements (in sizes 100 µm and 600 urn) improved the adherence between the particles and the polymeric matrix. Valim et al. (2015) analyzed the possibility of using polyethylene aluminum (PEA) composite in buildings. However, the composites were affected significantly by exposure to UV light, thus degrading mechanical properties like impact resistance and strain resistance. So, the authors concluded that PEA might be used but not in structural components of civil constructions. New uses and modifications for the PEA were also reported by Caraschi & Leão (2003). In their work, the authors showed that chopped Tetra Pak® might be used as reinforcement in a polypropylene matrix since the natural fibers in the container increased the tensile strength if the content of recycled material is near to 15%wt. In another study Ebadi et al. (2016) evaluated Tetra Pak® wastes as a reinforcement in polymers. The authors found that tensile strength of composites increased 26% after including Tetra Pak® wastes. In another application of Tetra Pak®, Silva et al. (2015) fabricated several types of roofs, made from 100% PEA using zinc and PEA. The authors evaluated the tensile strength and the sheets capability for use as thermal and sound insulators. In another work, Rhamin et al. (2013) concluded that recycled panels made from Tetra Pak® might be used for internal or external applications.
In summary, several authors are trying to manufacture composites from recycled Tetra Pak®. So, this work aims to assess the mechanical properties of composite materials manufactured from 100 wt% recycled Tetra Pak® containers and to avoid the extensive use of water and resins. The premise is that the preparation of raw material must be done without extensive labor and water would not be used to separate or modify the containers to obtain a most sustainable process. Several samples were prepared by modifying the size of raw material and the manufacturing parameters. After obtaining the samples, the mechanical properties and water absorption tests of the composites were evaluated. Also, the fracture surface of the samples was analyzed by FE-SEM in order to understand the main failure mechanism. The results were compared with other materials used in non-structural applications to demonstrate the capabilities of the composites obtained in this article.
EXPERIMENTAL METHODOLOGY
Materials Processing
Commercial Tetra Pak® containers with dimensions 4.6 mm L x 3.6 mm W x 11.85 mm H were collected. The containers are composed of several layers of low-density polyethylene (LDPE) 20%wt., Aluminum (Al) 5%wt. and cellulose 75%wt., according to the manufacturer. Three different samples were prepared to develop this experiment. The samples were prepared in order to obtain composites without additives or reinforcements, and by using a scalable process to obtain sheets. Initially, the containers were disassembled and stacked manually. Fifteen as-received containers were stacked in 5 layers to obtain a final composite without cutting the containers and create Type I samples; Type II samples were prepared by cutting the containers into slices of 10 mm x 15 mm; and type III samples, by cutting containers into pieces of 5 mm x 5 mm. After positioning the layers in a mold of 250 mm x 120 mm x 7 mm and applying several cycles of pressure and temperature in a manual hydraulic press with hot plates, the composites were obtained. The processing parameters used in this work were selected according to the literature (Sun & Zhang, 2013), and the limitations of the equipment available in the polymers laboratory of the Metropolitan Technological Institute (ITM, in Spanish). After cutting, samples were hot-pressed without any additional binder to form the composite, so the final composite is obtained using 100% recycled materials.
The procedure C recommended in ASTM D4703-03 was used: a suitable working method for thermoforming polyethylene sheets with a working pressure higher than 8 MPa. Figure 1 outlines the procedure, as well as the pressure, temperature, and time during the sheets manufacturing.
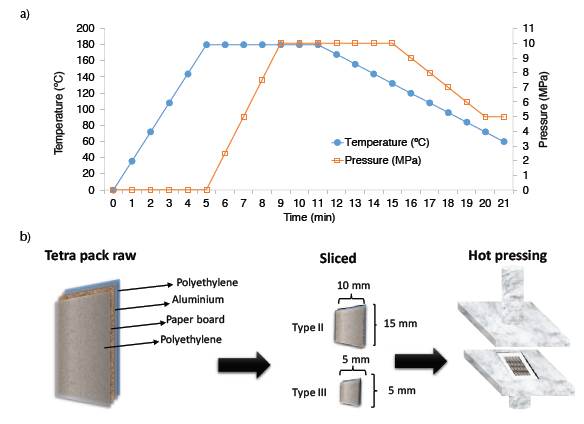
Figure 1: (a) Pressure, temperature, and time during the sheets manufacturing. (b) Details about the mold and the slices used during the manufacturing.
Mechanical properties
The composite sheet (200 mm x 120 mm x 7 mm) was cut manually to obtain the samples, which were prepared according to the ASTM D3039 standard (Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials) by aligning the test specimens by the sheets' longest dimension (200 mm). The mechanical tests were done in a Shimadzu AGX-100 KN Universal testing machine available in polymers laboratory of the ITM. All samples were tested at a testing speed of 5 mm/min at 25 °C. In all cases, for every type of material, three samples of each type were tested, and the results were averaged.
Analysis of fractured surfaces
After performing mechanical tests, the samples were analyzed to understand the main failure mechanism and to determine how the manufacturing process could be improved. The samples were observed in a LEICA EZ4D stereomicroscope and in a FE-SEM 7100F available in the microscopy laboratory of ITM. The samples were covered with a thin layer of gold to avoid surface charging.
Water absorption tests
Water absorption tests were done according to the ASTM D570-98 (2005) standard. The samples weight was recorded before and after soaking them in water for 24 hours. Both weights were compared to obtain the water absorption. The dimensions of samples were 76 mm x 24.5 mm x 7 mm (length, width, and thickness, respectively). The procedure described in numeral 7.1 of the ASTM D570 standard was used: immersing the specimen in distilled water during 24 h at 23 ° C ± 1 ° C.
RESULTS AND DICUSSION
Mechanical properties
Figure 2 shows the average and standard deviation of tensile strength of the manufactured samples. The lowest resistance was found in Type I samples and the highest was found in Type III samples. Type I samples had even lower resistance than that of the LDPE matrix (13.3 - 26.4 MPa) (Barcelona, n.d.). In this case the low resistance of the composites can be explained by the lack of preparation of Type I samples since the samples were hot pressed without cutting the container.
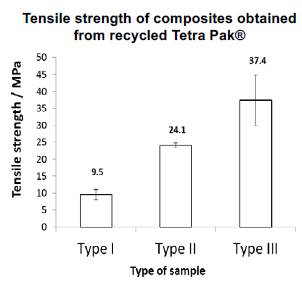
Figure 2: Results of tensile tests.
Type II samples showed an intermediate resistance (24.1 MPa) and the standard deviation of the results shows that the manufacturing process is uniform. Conversely, Type III samples (chopped material) report the highest tensile strength, but they also have the highest standard deviation, so the processing conditions did not provide uniform materials.
This behavior can be explained by the different orientations of the chops used for the manufactured composites. Since the orientation of the chops was not controlled during the manufacture, the fibers randomly oriented can affect the tensile strength measured in just one direction. Table 1 lists different materials investigated by other authors or commercial materials and shows the maximum tensile strength possible. It is observed that the resistance of the materials investigated in this work is similar to that observed by other authors. Moreover, the resistance of the prepared recycled Tetra Pak® composites without any further modification is similar even though those reported in the Table 1 were modified with resins and polymers. Also, some authors have studied the mechanical properties of materials for non-structural purposes in the construction industry. The values reported in this work are comparable with those found in literature for Short Pineapple-Leaf-Fiber (PALF)-LDPE Composites (10.2 MPa-13.0 MPa, and 16.3 MPa-22.5 MP, for randomly and longitudinally oriented fiber, respectively) (George et al., 1995), and for Wood-plastic board (WPB), sugarcane bagasse particleboard (SBpb), Plywood board (PB), and Sugarcane bagasse fiberboard (SBfb), whose values are 28.20 MPa, 14.35 MPa, 15.20 MPa, and 31.45 MPa, respectively (Martínez-López et al., 2014) for non structural purposes.
Source: Authors.
Table 1: Materials reported in the literature with similar properties.

Hitchon & Phillips (1979) reported that the fiber strength decreases as the length of the fiber increases; and Pamungkas et al. (2018) showed that the fiber length increases the mechanical properties of a composite of Zalacca Midrib Fiber (ZMF)/HDPE. This article does not include tests for the effect of the fiber length, but the size of the chops can be interpreted as an indirect evaluation of the fiber length. The results of this article show that the shorter the chops, the tensile strength increases. However, some authors have found ambivalent results, so there is no clear trend about the effect of fiber length on tensile strength (Amuthakkannan et al., 2013).
On the other hand, when the fibers are perpendicular to the direction of the applied stresses, they act as stress raisers, but it is worth noticing that the fibers in the fragments of the samples had a random orientation and their effect was not studied. When the fibers are cut into small pieces, there is a higher probability of finding fibers perpendicular to the load application direction, which would imply a lower resistance of the compounds in this order: Type III < Type II < Type I. However, the behavior of the tests for this research was contrary leading to the phenomenon associated with the direction of the fibers being negligible. A similar behavior has been reported in the literature by other authors (Xia et al., 2002).
Analysis of fractured surfaces
Figure 3 shows the SEM images of fractured Type I sample. They indicate that there is a fiber pull-out after the mechanical tests. Some fibers were found to be coated with LDPE and adhesive layers, as indicated by the rows in Figures 3a and 3 b.
Figure 3: SEM images of failed Type I sample.
Also, it is possible to observe that LDPE fibrils stretched resulting in a ductile failure of the material. Most of the fibers did not show a separation from the matrix, which mean that the processing parameters can melt the polymer around the fibers. Also, uncoated fibers were observed and most of them were released from the matrix (Figures 3a and 3b). Figures 3c and 3d show that the delamination of some layers and the empty spaces between them (see arrows). Thus, it can be concluded from Figure 3 that pull-out and delamination are the common failure mechanisms in Type I sample.
The surface analysis of Type III samples showed that the composite did not fracture in a transverse plane form (Figure 4). These failures are characterized by being staggered and are caused by separation of layers. Figure 4 also shows the detail of the failure observed in the SEM. Additionally, it was observed that the fracture has been produced by a sequence of intralaminar fracture in cellulose fiber layers. Greenhalgh (2009) reported that the intralaminar fracture is intrinsically linked to fiber-dominated failure. This work also identified fiber failures since there is a reduction in the cross-section area of the fibers.
Figure 4: SEM image of the failed Type III sample.
For Type II, sheets of cellulose are separated by low density polyethylene and polypropylene. Since those materials have different thermoforming temperatures, the inner layers were not melted during the process, leading to interlaminar failure around the polypropylene layers. Although there are some differences in the fusion temperature for the polymer components of the Tetra Pak® containers (polypropylene and polyethylene) and these differences can decrease the mechanical anchorage, the same differences can be found for all the configurations studied in this work.
Figure 5 shows the fractured surfaces of Types II and III samples observed through a stereomicros-cope. Type II evidenced interlaminar failures (see arrows in Figure 5a) while Type III showed intra-laminar failures inside the cellulose layers instead of polypropylene layers (see arrows in Figure 5b).
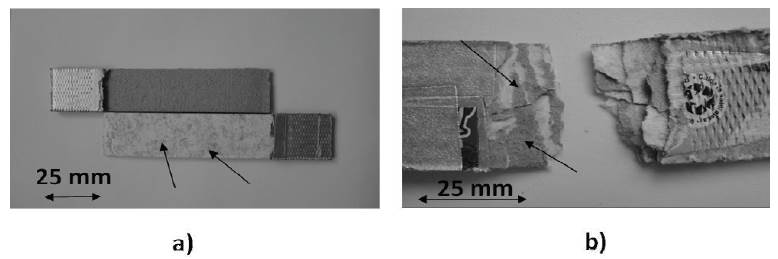
Figure 5: Fractured surfaces of Type II (a) and Type III (b)
Water absorption tests
Table 2 shows the results of water absorption tests for all samples. Chopped material favors water absorption. When the material is cut into small pieces the exposed area increases and so does the absorption of water (Zawadiak et al., 2017). Inks and the polymers (PP and PE) in the samples are hydrophobic and can act as water barriers. On the other hand, the fibers (cellulose) and porous clays boos the water absorption properties (Yilgor et al., 2014).
Source: Authors.
Table 2: Results from water absorption tests.

At the end of the tests (after 24 hours), the water infiltrated the entire transverse area of the samples since the polymer did not completely cover the fibers. Also, for Type III the polymer did not cover all the chopped material, so the water absorption caused by cellulose layers was higher.
CONCLUSIONS
The properties of samples obtained from recycled Tetra Pak® were studied and the following results were found:
-
The lowest tensile strength was found for Type I sample (9.5 MPa), and the highest was found for Type III sample (37.5 MPa). Thus, when the recycled containers are chopped into small pieces (5 mm x 5 mm) the composites obtained by hot-pressing showed the best mechanical performance.
-
Type III sample showed the highest water absorption (around 15% wt.). The water absorption is caused by the hydrophilic condition of cellulose fibers and clay on the containers.
-
Two different failure mechanisms with the highest mechanical strength were identified in the samples. Type II showed interlaminar failure between cellulose and polyethylene layers, while Type III samples showed intralaminar failures in cellulose layers.
-
Samples obtained using recycled Tetra Pak® containers may be applied for non-structural purposes in the building industry.
REFERENCES
License
Esta licencia permite a otros remezclar, adaptar y desarrollar su trabajo incluso con fines comerciales, siempre que le den crédito y concedan licencias para sus nuevas creaciones bajo los mismos términos. Esta licencia a menudo se compara con las licencias de software libre y de código abierto “copyleft”. Todos los trabajos nuevos basados en el tuyo tendrán la misma licencia, por lo que cualquier derivado también permitirá el uso comercial. Esta es la licencia utilizada por Wikipedia y se recomienda para materiales que se beneficiarían al incorporar contenido de Wikipedia y proyectos con licencias similares.