DOI:
https://doi.org/10.14483/22487638.15767Publicado:
01-07-2021Número:
Vol. 25 Núm. 69 (2021): Julio - SeptiembreSección:
InvestigaciónPolielectrolito catiónico como coagulante empleado para remover aceites y grasas de aguas residuales de una industria láctea
Cationic Polyelectrolyte as a Coagulant Used to Remove Oils and fats From Wastewater of a Dairy Industry
Palabras clave:
cationic polyelectrolyte, coagulant , flotation, wastewater, dairy industry (en).Palabras clave:
polielectrolito catiónico, coagulantes, flotación, aguas residuales, industria láctea (es).Descargas
Referencias
Abía, L. y Rodríguez, M. (2002) Tratamiento fisicoquímico de aguas residuales de las industrias lácteas. Ingeniería Química, 391, 100-104.
American Public Health Association (APHA), American Water Works Association (AWWA) y Wastewater Treatment Plant Design (WTPD) (1992). Métodos normalizados para el análisis de aguas potables y residuales. Ediciones Díaz y Santos.
Arango Ruiz, A. y Garcés Giraldo, L. F. (2007). Diseño de una celda de electrocoagulación para el tratamiento de aguas residuales de la industria láctea. Revista Universidad Eafit, 43(147), 56-67.
Benavides Camacho, I., López Ortiz, N., Restrepo Sánchez, L. y Novoa Castro, C. (2006). Influencia de la bacteria pseudomonas fluorescens sobre las características fisicoquímicas y sensoriales del yogurt. Tecnura, 10(19), 57-64. DOI: 10.14483/22487638.6231
De Sena, R., Moreira, R. y José, H. (2008). Comparison of coagulation aids for treatment of meat processing wastewater by column flotation. Bioresource Technology, 99(17), 8221-8225. https://doi.org/10.1016/j.biortech.2008.03.014 DOI: https://doi.org/10.1016/j.biortech.2008.03.014
Flórez Ramos, D. F., Barco Burgos, J. y Rincón Prat, S. L. (2016). Análisis comparativo de la carbonización de cuesco de palma de aceite en reactores de lecho fijo. Tecnura, 20(49), 45-58. DOI https://doi.org/10.14483/udistrital.jour.tecnura.2016.3.a03 DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2016.3.a03
García Ubaque, C., García Vaca, M. y Vaca Bohórquez, M. (2013). Encapsulamiento de lodos de plantas de tratamiento de aguas residuales de la industria automotriz en matrices de arcilla. Tecnura, 17(38), 26-36. DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2013.4.a02 DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2013.4.a02
García Vaca, M. C., García Ubaque, C. A. y De Plaza Solórzano, J. S. (2016). Estudio exploratorio del tratamiento de agua de lavado de tintas por método de electrocoagulación/electroflotación. Tecnura, 20(47), 107-117. DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2016.1.a09 DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2016.1.a09
Martínez Navarro, F. (2007). Tratamiento de aguas residuales industriales mediante electrocoagulación y coagulación convencional. Ediciones de la Universidad de Castilla – La Mancha.
Rodríguez Miranda, J. P., García Ubaque, C. A. y Pardo Pinzón, J. (2015). Selección de tecnologías para el tratamiento de aguas residuales municipales. Tecnura, 19(46), 149-164. DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2015.4.a12 DOI: https://doi.org/10.14483/udistrital.jour.tecnura.2015.4.a12
Cómo citar
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Descargar cita
Recibido: 23 de noviembre de 2020; Aceptado: 1 de abril de 2021
Resumen
Contexto:
Evaluar la eficiencia de un polielectrolito catiónico comercial como coagulante en el tratamiento de las aguas residuales de una industria láctea.
Metodología:
Para realizar el montaje de las pruebas de jarras con 1 l de muestra de aguas residuales de una industria láctea, se utilizó un polielectrolito catiónico como coagulante. Cada una de las pruebas se realizó bajo condiciones de mezclado rápido a 150 r. p. m. (duración 1 min), mezclado lento a 30 r. p. m. (25 min) y reposo (30 min).
Resultados:
Se realizaron pruebas de jarras, empleando dosis de coagulante de 100, 140, 180, 220 y 260 mg/l, obteniendo eficiencias de remoción para aceites y grasas, solidos suspendidos totales, demanda química de oxígeno (DQO), y turbidez con el uso del coagulante, entre el 27 %-62 %, 57 %-89 %, 8 %-58 % y 26 %-88 %, respectivamente. La mejor concentración resulto ser la de 140 mg/l.
Conclusiones:
Se concluyó que el polielectrolito catiónico comercial empleado como pretratamiento de coagulación constituye una opción para facilitar la remoción de aceites y grasas en la unidad de flotación por aire disuelto, del sistema de tratamiento de aguas residuales de la industria láctea.
Palabras clave:
polielectrolito catiónico, coagulantes, flotación, aguas residuales, industria láctea..Abstract
Context:
To evaluate the efficiency of a commercial cationic polyelectrolyte as a coagulant in the treatment of ARILs.
Methodology:
To make the assembly of the jar tests of 1L of sample of ARI, it was used a cationic polyelectrolyte as coagulant. Each of the test was made under conditions of fast mixture at 150 rpm (during 1 minute), slow mixture of 30 rpm (25 minutes) and resting time (30 minutes).
Results:
there were made jar tests, using dose of coagulant of 100, 140, 180, and 260 mg/L, getting removal efficiency of Oils and Fats (O and F), OSH, COD and Turbidity with the use of the coagulant, between 27% - 62%, 57%-89%, 8%-58%,and 26%-88% respectively. The Best concentration was the one of 140mg/L.
Conclusions:
It was conclude that the commercial cationic polyelectrolyte used as a pretreatment of coagulation constitute an alternative to improve the removal of O and F in the dissolved air flotation unit (DAF) from the wastewater treatment system of the dairy industry.
Keywords:
cationic polyelectrolyte, coagulant, flotation, wastewater, dairy industry..INTRODUCCIÓN
Una de las dificultades más importantes que se debe enfrentar durante el tratamiento de las aguas residuales de industrias lácteas (ARIL) es la reducción o eliminación de los sólidos suspendidos totales (SST), y los aceites y grasas (A y G). Según Benavides Camacho et al. (2006), el contenido de materia grasa en la leche fresca se estandarizó en un 3,0 % m/m. Aunque los componentes proteínicos y grasos son degradados por las enzimas microbianas, estos dejan sus productos de hidrólisis en la leche, por lo cual el contenido de materia grasa permanece constante.
En una industria láctea debido a la diversidad de productos que se procesan y a los sistemas de fabricación aplicados, los efluentes líquidos residuales se caracterizan por ser muy variables y se constituyen como los más contaminantes. Los procesos aplicados en el tratamiento de las aguas residuales, además de ser utilizados en la remoción de contaminantes presentes en estas aguas, deben reaccionar a una constante variabilidad en los caudales afluentes, como también a la concentración o composición de estas aguas residuales (Rodríguez Miranda et al., 2015).
En la industria láctea en estudio, los procesos de depuración han permitido en los últimos años tratar eficientemente las aguas residuales generadas por sus actividades. Sin embargo, recientemente se han presentado problemas en las unidades de tratamiento (flotación, reactor biológico y sedimentador secundario) por la alta concentración de sólidos, A y G, y el incremento de la materia orgánica, lo que repercute en la calidad del efluente final y en la constitución de sus lodos. Los lodos residuales de los tratamientos y procesos industriales son clasificados como residuos peligrosos, por lo que requieren de la aplicación de tratamientos especiales. Estos lodos están constituidos por una alta concentración de solidos coloidales de carácter orgánico e inorgánico. Disponer este tipo de residuos se ha convertido en una problemática ambiental para la gran mayoría de países latinoamericanos, siendo pocos los que cuentan con métodos de disposición adecuados en sus principales ciudades (García Vaca et al., 2013).
Esto ha llevado a la búsqueda de nuevas alternativas que permitan la optimización de los procesos primarios y así mejorar el rendimiento de los secundarios, en cumplimiento con las normativas ambientales y sanitarias.
Como alternativas de solución a dicha problemática se destacan en el tratamiento de las aguas residuales los avances en los procesos de tratamiento fisicoquímicos (coagulación/floculación), ya que han mostrado una elevada eficiencia, al permitir la desestabilización de las partículas en suspensión y propiciar la formación de flóculos que puedan ser removidos por sedimentación o flotación, dependiendo del proceso en el que se implementen. Según De Sena et al. (2008), la eficiencia de los procesos de flotación para la remoción de A y G podría incrementarse con el uso de coagulantes y polímeros.
Por lo expuesto, el objeto de la investigación de este artículo es presentar un polielectrolito catiónico comercial como alternativa para la remoción de A y G de las ARIL, enmarcado en la prevalencia del criterio más eficiente para la selección del proceso de coagulación, teniendo en cuenta variables tan importantes como tipo y costo del coagulante, variaciones del pH, sedimentos generados, remoción de A y G, y eficiencia del tratamiento en general.
De acuerdo con Abia y Rodríguez (2002), los tratamientos fisicoquímicos son eficientes, convenientes y fáciles de aplicar a nivel industrial, siempre y cuando el residuo líquido a tratar no contenga materiales que reaccionen con el coagulante; que la dosificación de los reactivos sea en concentraciones y condiciones de reacción adecuadas; que en los procesos posteriores se mantengan condiciones de tiempos de residencia y condiciones de mezcla que no destruyan los flóculos conformados; que se disponga de un sistema de separación sólido-líquido adecuado y efectivo. Así, tradicionalmente los contaminantes presentes en las aguas residuales han sido eliminados por coagulación química, que propician la neutralización de las cargas de partículas que se encuentran suspendidas o en forma coloidal, lo que resulta en la disminución de las repulsiones entre partículas, que son aglomeradas para su posterior precipitación (Arango Ruiz y Garcés Giraldo, 2007).
Los tratamientos fisicoquímicos están basados en la química y física de la coagulación, mediante la adición de un coagulante generalmente a base de sales de AL3+ o de Fe3+, el cual libera sus iones positivos que desestabilizan y atraen los coloides cargados negativamente, neutralizando así su carga. El uso de polímeros permite la remoción de contaminantes que se encuentran emulsionados, suspendidos o disueltos. En este artículo se utilizó el coagulante 8100 NALCO®, que es un polielectrolitro catiónico de peso molecular moderado, derivado del aluminio y del hierro, y cuya eficiencia ha sido ampliamente probada, para la clarificación de agua potable, industrial y aguas residuales, con la aprobación de la National Sanitation Foundation (NSF).
METODOLOGÍA
Descripción de la industria láctea
La industria láctea está situada en el área urbana del municipio de Valledupar (Cesar, Colombia). Su principal producto es la leche en polvo con una productividad diaria aproximada de 88 toneladas, lo que equivale a 32 000 toneladas por año. Esta industria se ha constituido como bastión importante para la economía de la región, no solo por los empleos directos en su planta procesadora, sino por esa economía indirecta que se genera en los pequeños y grandes ganaderos de la región a los cuales les compra su insumo principal: leche cruda.
La industria láctea presenta un caudal constante de aguas residuales de aproximadamente 20 l/s, los que llegan en su totalidad a un sistema de tratamiento de aguas residuales (STAR), el cual está compuesto por un tamiz y una unidad de flotación (DAF, por su sigla en inglés) que forman parte del tratamiento primario; como tratamiento secundario, presenta un reactor biológico de lodos activados y un sedimentador secundario; para el tratamiento de los lodos cuenta con un digestor de lodos, una centrífuga para su concentración y un lecho de secado.
Muestreo del sistema de aguas residuales de industrias lácteas
Para la caracterización del ARIL, se recolectaron muestras compuestas en envases plásticos con capacidad de 2 l, constituidas por cinco alícuotas de 400 ml cada una; las muestras fueron tomadas con un intervalo de dos horas, obedeciendo a la jornada laboral de los operarios de la planta de tratamiento de agua residuales (PTAR), las tres primeras tomas se realizaron en los horarios de 7:00, 9:00 y 11:00 de la mañana, y las dos últimas en la jornada de la tarde en los horarios de 2:00 y 4:00 de la tarde. Con estas muestras se determinó la DQO, SST, SSV, NTK, P, alcalinidad, turbidez, temperatura y potencial de hidrogeno (pH); para el parámetro específico, A y G se recolectaron alícuotas puntuales de 160 ml en envases de vidrio.
Para los ensayos de jarras, se llevó a cabo un muestreo puntual en jornada matutina dos veces por semana, durante cuatro semanas, recolectando un volumen por muestra de 20 l en el afluente de la unidad de flotación DAF. Para garantizar la representatividad y la preservación de todas las muestras, estas se almacenaron en frio a 4 °C y se llevaron en el menor tiempo posible al laboratorio para su caracterización y la aplicación de los ensayos correspondientes. Los ensayos de jarras fueron realizados el mismo día en que se tomó la muestra para evitar cambios en su composición. En los análisis aplicados para los ensayos de jarras se evaluaron parámetros como DQO, SST, turbidez, pH, temperatura y A y G. La DBO no se consideró en ninguno de los casos, debido que al analizar la DQO en esta se asume la totalidad de la materia oxidable en una muestra de agua (García Ubaque et al., 2016).
Determinación de los parámetros fisicoquímicos
Los métodos analíticos aplicados para la determinación de todos los parámetros fisicoquímicos de las ARIL se realizaron según los procedimientos descritos en el manual de métodos normalizados para el análisis de aguas potables y aguas residuales (APHA, AWWA y WTPD, 1992).
Pruebas de coagulación/floculación (montaje de test de jarras)
Las pruebas de coagulación/floculación se desarrollaron en un simulador de jarras E&Q® que cuenta con seis puestos para recipientes de 2000 ml de capacidad. Este permitió simular las condiciones de mezclado rápido a 150 r. p. m. (coagulación), mezclado lento a 30 r. p. m. (floculación) y reposo (sedimentación); en los montajes se emplearon cinco puestos para probar las diferentes dosis del coagulante, dejando el sexto como control en cada uno de los ensayos realizados. Según Flórez Ramos et al. (2016), al implementar la operación en pruebas a nivel de laboratorio o en planta piloto, se puede predecir el comportamiento y la factibilidad técnica que presentará una planta industrial en condiciones de operación similares.
Para el procedimiento se preparó el equipo de jarras limpiándolo y ajustando sus paletas; a cada una se agregó un litro (1 l) de la muestra del ARIL recolectada; se utilizó un polielectrolito catiónico como coagulante, el cual según el volúmenes de dosificación a utilizar se dispuso en jeringas desechables para su adición de manera simultánea. Cada prueba se realizó bajo condiciones establecidas de mezclado rápido (duración 1 min), mezclado lento (25 min) y reposo (30 min).
Los ensayos se realizaron por triplicado, a una temperatura de 25 ºC ± 1 °C. Los parámetros fisicoquímicos de cada muestra se determinaron antes y después de aplicada la prueba jarras. Como criterio para determinar la concentración de dosificación óptima se consideró la menor concentración del coagulante que removiera la mayor cantidad de A y G, así como los que presentaron mayor capacidad clarificadora.
El coagulante utilizado, 8100 NALCO®, es un polielectrolitro catiónico de peso molecular moderado, desarrollado para la clarificación de agua potable, industrial y aguas residuales, con la aprobación de la National Sanitation Foundation (NSF). Es líquido y viene en una presentación de 55 galones, con un peso neto de 238 kg, lo que representa una concentración de 1 144 781 mg/l. Para iniciar el procedimiento analítico se prepara inicialmente una solución madre al 1 % p/v de concentración, y posteriormente por dilución de esta última se establecen los volúmenes a dosificar para las concentraciones de dosificación de 100, 140, 180, 220 y 260 mg/l.
Procesamiento de los datos
La determinación de los parámetros fisicoquímicos DQO, SST, turbidez y pH, siguiendo las metodologías descritas, se realizó por triplicado, mientras que las concentraciones de A y G se trabajaron en dos repeticiones. Los valores obtenidos se sometieron a un análisis estadístico, donde se empleó el diseño experimental completamente aleatorio, acompañado de la prueba comparativa de Tukey con un nivel de significancia de 0,01, con la finalidad de evaluar la existencia de diferencias significativas entre los tratamientos. En la caracterización de las ARIL los valores representan el promedio de las muestras con su respectiva desviación estándar, máximos y mínimos.
RESULTADOS
Las ARIL se caracterizan por tener una gran carga orgánica representada en DQO y grasas que se refleja en el gran impacto en el medio ambiente, especialmente en el recurso hídrico. La aplicación de tratamientos fisicoquímicos que involucran el uso de polímeros desestabilizantes representa una alternativa para aumentar la eficiencia en el tratamiento dado a estas aguas residuales, permitiendo optimizar el funcionamiento de los procesos unitarios que integran el sistema de depuración, y alcanzar las remociones deseadas. A continuación se describe el comportamiento del coagulante catiónico empleado en el tratamiento de las ARIL para la remoción de A y G, SST, DQO y turbidez presentes en dichas aguas.
Eficiencia de la prueba de coagulación/floculación con el coagulante catiónico
Los resultados en cuanto A y G empleando el coagulante catiónico, con dosis de 100, 140, 180, 220 y 260 mg/l y un control que representa el tratamiento sin coagulante, se aprecian en la figura 1. Se encontraron concentraciones de A y G después de aplicada la prueba de simulación entre 16 mg/l y 26 mg/l, y eficiencias entre el 62 % y 37 %, de la cual la mejor remoción se presentó con la dosis de 140 mg/l del coagulante catiónico, presentando remociones de A y G superiores al 62 % (16 mg/l) en comparación a la concentración inicial de la muestra de 41 mg/l de A y G. Aunque no se alcanzaron los mismos resultados por Abia y Rodríguez (2002), quienes aplicando un proceso de coagulación/floculación con aguas residuales de industrias lácteas, encontraron rendimientos en remoción de A y G, superiores al 90 %, debido a la eficacia en la adsorción de estas en el proceso de coagulación/floculación. En cuanto a la capacidad de sedimentación natural del agua sin la ayuda del coagulante catiónico, cuantificada en la jarra control, esta solo alcanzó una remoción de 22 %, demostrando cómo el uso del compuesto químico (coagulante) busca la ruptura de emulsiones de aceite en agua, consiguiendo la coalescencia de las fases que componen la emulsión (Martínez Navarro, 2007).
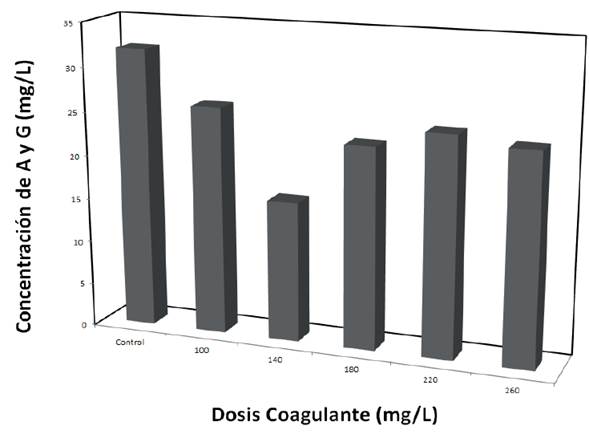
Figura 1: Comportamiento del parámetro A y G con el polielectrolito catiónico
Las variaciones de la DQO en la prueba de simulación con el polielectrolito catiónico, aplicada a una muestra de ARIL con concentración inicial promedio de 800 mg/l de DQO, se observan en la figura 2, donde luego del proceso de sedimentación se encontraron concentraciones entre 340 mg/l y 733 mg/l, con eficiencias de remoción entre 8 % y 58 %, siendo las dosis de 140 mg/l y 180 mg/l las que tuvieron mejor comportamiento en reducción de la DQO, con un 57 % y 58 %, respectivamente. En cuanto a la jarra, se presentó una remoción del 25 % de la DQO, lo que permite establecer en un 33 % la participación del coagulante en la remoción de la DQO presente en las ARIL. Estas eficiencias son comparables a las halladas por Abia y Rodríguez (2002) alcanzaron un rendimiento del 70 % en la remoción de la DQO.
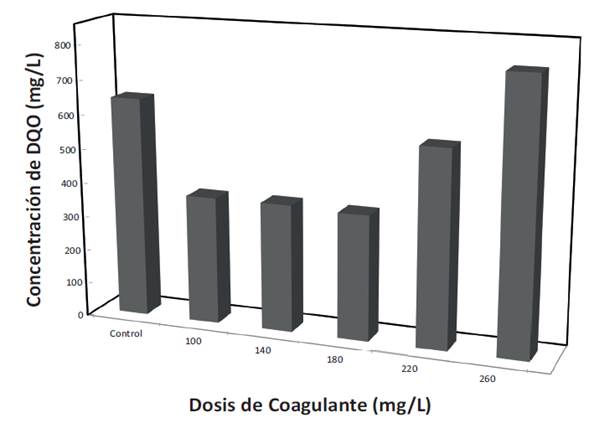
Figura 2: Comportamiento del parámetro DQO con el polielectrolito catiónico
En la figura 3 se observa la capacidad de remoción de SST que posee el coagulante, donde la mayor remoción de este parámetro se presentó al dosificar 140 mg/l del coagulante, arrojando luego del proceso de sedimentación, una disminución de la concentración de SST a un valor de 21 mg/l, lo que indica una remoción del 89 % en comparación a la concentración inicial de la muestra (195 mg/l).
La jarra control luego del proceso de sedimentación arrojó una concentración de 99 mg/l de SST, que corresponde a una remoción del 49 %, al no dosificársele coagulante, este comportamiento se debe a la acción desestabilizante que ejerce el proceso hidráulico de mezcla sobre las partículas en suspensión, permitiendo una decantación natural de estas partículas en el agua.
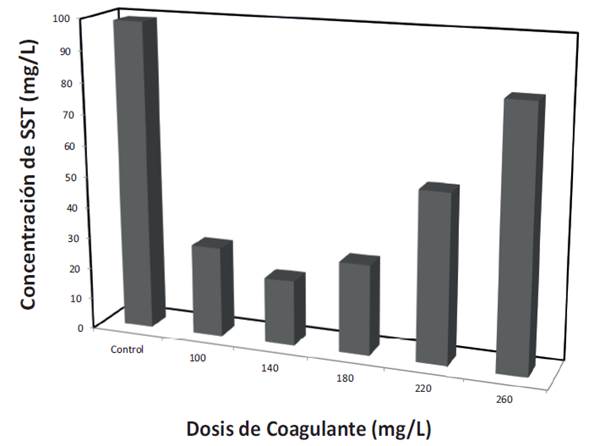
Figura 3: Comportamiento del parámetro SST con el polielectrolito catiónico
Después de la simulación en el test de jarras con el polielectrolito catiónico comercial como coagulante para el rango de dosificación de 100, 140, 180, 220 y 260 mg/l, se obtuvieron remociones de turbidez entre 34 % y 90 %, siendo la jarra con la dosis de 140 mg/l la que presentó la mejor remoción con un valor de 90 % (17 NTU de turbidez) en comparación a la muestra, que tuvo una concentración de 165 NTU de turbidez. De igual forma superó en un 55 % la concentración registrada por el control que fue de 108 NTU (34 % de remoción), como lo indica la figura 4, el comportamiento de las concentraciones de turbidez durante la aplicación de polielectrolito catiónico.
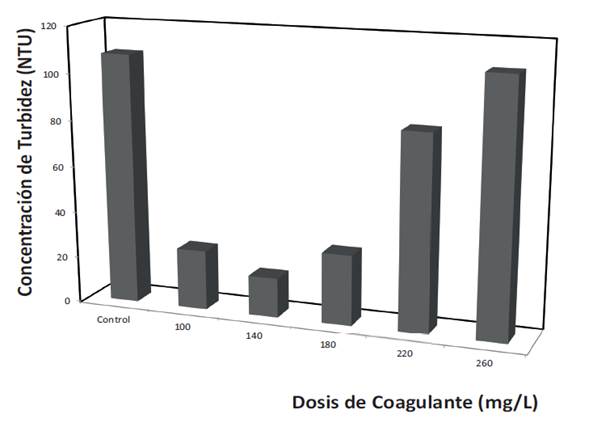
Figura 4: Comportamiento del parámetro turbidez con el polielectrolito catiónico
CONCLUSIONES
Las ARIL, entre sus características se destaca la presencia de altas concentraciones de materia orgánica representada por una demanda química de oxígeno (DQO) de 800 mg/l; sólidos suspendidos totales (SST) 195 mg/l; aceites y grasas (A y G) de 41 mg/l; sin embargo, el valor promedio de pH de 9,1 facilita las condiciones para que se den las funciones biológicas de descomposición de la materia orgánica.
El polielectrolito catiónico objeto de esta investigación durante el desarrollo de los montajes de simulación de prueba de jarras (coagulación, floculación y sedimentación) para las ARIL, presentó como su mejor concentración de dosificación a 140 mg/l, removiendo valores de A y G, DQO, SST y turbidez de 62 %, 57 % 89 % y 90 %, respectivamente. Esta opción permite mejorar la eficiencia en el proceso de separación de A y G y materia orgánica en el tratamiento de las aguas residuales de la industria láctea.
Referencias
Licencia
Esta licencia permite a otros remezclar, adaptar y desarrollar su trabajo incluso con fines comerciales, siempre que le den crédito y concedan licencias para sus nuevas creaciones bajo los mismos términos. Esta licencia a menudo se compara con las licencias de software libre y de código abierto “copyleft”. Todos los trabajos nuevos basados en el tuyo tendrán la misma licencia, por lo que cualquier derivado también permitirá el uso comercial. Esta es la licencia utilizada por Wikipedia y se recomienda para materiales que se beneficiarían al incorporar contenido de Wikipedia y proyectos con licencias similares.