DOI:
https://doi.org/10.14483/udistrital.jour.colomb.for.2013.2.a02Publicado:
01-07-2013Número:
Vol. 16 Núm. 2 (2013): Julio-DiciembreSección:
Artículos de investigación científica y tecnológicaCaracterización mecánica estructural para veinte combinaciones de madera laminada encolada
Structural and mechanical characterization of twenty glulam combinations
Palabras clave:
Acacia mangium, adhesivos sintéticos, Campnosperma panamense, cizallamiento simple, Eucalyptus tereticornis, flexión estática, Gmelina arborea, Pinus caribaea. (es).Descargas
Cómo citar
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Descargar cita
 |
López, F., Polanco, C., Bermúdez, J. (2013).Caracterización mecánica estructural para veinte combinaciones de madera laminada encolada. Colombia Forestal, 16(2), 138-157. |
CARACTERIZACIÓN MECÁNICA ESTRUCTURAL PARA VEINTE COMBINACIONES DE MADERA LAMINADA ENCOLADA
Structural and mechanical characterization of twenty glulam combinations
Francia Nataly López Yela1, César Polanco Tapia2, Julio César Bermúdez Escovar3
1Universidad Distrital Francisco José de Caldas. Bogotá, Colombia. fnlopezy@correo.udistrital.edu.co
2Universidad Distrital Francisco José de Caldas. Bogotá, Colombia. cpolanco@udistrital.edu.co
3Universidad del Tolima. Ibagué, Colombia. jcbermudez@ut.edu.co
Recepción: 20 de febrero de 2013 / Aprobación: 22 de octubre de 2013
RESUMEN
En esta investigación se evaluó el efecto de cuatro diferentes adhesivos en el comportamiento mecánico de la madera laminada encolada (MLE) de cinco especies usadas y comercializadas en Colombia. Las especies correspondieron a Acacia mangium Willd., Campnosperma panamense Standl., Gmelina arborea Roxb., Eucalyptus tereticornis Sm. y Pinus caribaea Morelet. Con respecto a los adhesivos, se utilizó fenol resorcinol formaldehído (PRF), melamina urea formaldehído (MUF), emulsión polímero de isocianato (EPI) y poliuretano (PUR). Estos se manipularon según las recomendaciones del proveedor, teniendo en cuenta un esparcimiento de 350 (g.cm-2) en condiciones de humedad y temperatura controladas. Para determinar los parámetros de resistencia se realizaron ensayos mecánicos en flexión estática según la Norma Técnica Colombiana NTC 663. Como variables se tomaron el módulo de elasticidad, la resistencia máxima y la resistencia en el límite proporcional. Los resultados mostraron un buen desempeño mecánico para todas las combinaciones madera y adhesivo, y se arrojaron difrencias significativas entre los tratamientos, lo cual permite sugerir su utilización en la construcción colombiana.
Palabras clave: Acacia mangium, adhesivos sintéticos, Campnosperma panamense, cizallamiento simple, Eucalyptus tereticornis, flexión estática, Gmelina arborea, Pinus caribaea.
ABSTRACT
In this study, we evaluated the efficacy of four adhesives in the mechanical behavior of glulam on five species that are commercially utilized in Colombia (Acacia mangium Willd., Campnosperma panamense Standl., Gmelina arborea Roxb., Eucalyptus tereticornis Sm. and Pinus caribaea Morelet). The adhesives tested were phenol resorcinol formaldehyde (PRF), melamine urea formaldehyde (MUF), polymer emulsion of isocyanate (EPI) and polyurethane (PUR), all of them handled according to the manufacturer’s instructions. We also assessed the spread factor of 350g/ cm-2 under controlled humidity and temperature. To establish resistance parameters we performed mechanical static bending experiments according to the Colombian Technical Standard (NTC 663). We measured the modulus of elasticity, modulus of rupture, and work to maximum load in bending. The results showed an optimum mechanical performance for all of the wood/adhesive combinations rendering their use feasible for construction purposes in Colombia.
Keywords: Acacia mangium, synthetic adhesives, Campnosperma panamense, simple shear, Eucalyptus tereticornis, static bending, Gmelina arborea, Pinus caribaea.
INTRODUCCIÓN
La madera laminada encolada (MLE) es uno de los más antiguos productos de la ingeniería de la madera; se define como un material que se fabrica a partir de piezas adecuadamente seleccionadas, ya sea en una forma recta o curva, y estas piezas se pegan con el grano esencialmente paralelo al eje longitudinal del miembro (Stark et al., 2010; Demkoff, 2003).
Como ventajas de la MLE se destacan la eficiencia energética, la estabilidad ante agentes químicos, el buen aislamiento térmico, un buen comportamiento ante el fuego, rapidez de montaje y ejecución (Urban, 1996). Asimismo, de acuerdo con Corma (2003), la vinculación por medio de un adhesivo permite el uso de tablas cortas y angostas que unidas eficientemente pueden conformar piezas estructurales de cualquier espesor, largo, ancho y de forma no restringidas. Y, según Camille y Ziad (2005), se pueden producir elementos de bajo costo para la construcción.
Han sido la madera y los adhesivos las materias primas que han permitido a la MLE ser considerada a nivel internacional como un buen material para la aplicación estructural; generalmente para su fabricación se utilizan maderas de reforestación, pero también se pueden emplear maderas nativas (Azambuja, 2006). De igual forma, los adhesivos sintéticos de carácter estructural para madera se han convertido en un factor muy importante en la industria de productos forestales y son necesarios para garantizar la transferencia de esfuerzos entre las láminas (Frihart & Hunt, 2010).
A partir de la consideración de los productos estructurales, es necesario fomentar el uso de las maderas bajo la técnica de MLE, ya que está comprobado que se puede elevar el valor de las materias primas provenientes del bosque natural, y así se contribuye en la reducción del cambio de uso del suelo (López, 2003). Por otra parte, la MLE puede obtenerse también a partir de especies reforestadas, según lo menciona Azambuja (2006), lo cual contribuirá a mejorar el escenario financiero de las plantaciones al aumentar el retorno de los productos obtenidos, pues las técnicas de transformación contemporáneas presionan por una adecuada destinación de la madera en los procesos según su calidad para ganar en productividad y competitividad (Giraldo, 2007).
En Colombia probablemente la fabricación de MLE fortalecería el consumo de madera maciza, estimularía su reforestación y, por ende, prevendría el cambio de uso del suelo forestal, ya que de acuerdo con el Ministerio de Ambiente, Vivienda y Desarrollo Territorial (MAVDT), se estima que el 73,3 % de la deforestación en Colombia es causada por la expansión de la frontera agrícola y la colonización; la conversión para uso ganadero es la principal causa de este fenómeno, pues los bosques naturales carecen de valor económico para quienes toman esta decisión de deforestación (MAVDT, 2010).
En Colombia la demanda anual de madera aserrada corresponde al 71 % del total consumido; de este volumen, cerca del 56,1% se dirige al sector de la construcción (Polanco, 2007), el cual ha mostrado un crecimiento superior al 100 % en los últimos nueve años con el desarrollo de grandes proyectos de infraestructura y la expansión de la oferta para vivienda, escenario que sería oportuno para la MLE como parte estructural o parte decorativa (Proexport Colombia, 2012).
La Organización de las Naciones Unidas para la Alimentación y la Agricultura (FAO, 2013) menciona que Colombia produce anualmente 11 216 000 m3 de madera en rollo y de madera aserrada 525 000 m3 (126000 m3 de madera de coníferas y 399 000 m3 de maderas latifoliadas); estos datos están respaldados con las cifras reportadas por la Organización Internacional de Maderas Tropicales (OIMT) (2006,citado en Ideam, 2010), que mencionó un consumo interno de madera aserrada para el periodo 2000-2006 de 560420 m3 al año.
En este sentido y teniendo en cuenta que los reportes oficiales están muy por debajo de la realidad sobre todo en nuestro medio (Tecniforest Ltda., 1997), incorporar la MLE como elemento destinado al rubro de la construcción es muy prometedor, ya que la utilización de estos elementos ha presentado un crecimiento constante durante los últimos años a nivel mundial, y ha sido precisamente en este campo de la construcción donde se ha evidenciado la mayor aplicación y desarrollo (Gauthier, 2004).
Entre los elementos más empleados están las vigas, las columnas y los arcos triarticulados, donde conocer los valores de resistencia es de vital importancia para iniciar una gestión comercial; en este caso se fortalecen la credibilidad y la seguridad de los consumidores al tener mayores elementos de juicio para reemplazar los elementos tradicionales exigentes en el uso de energía durante su fabricación por un material más amigable con el medio ambiente (Gauthier, 2004). En Colombia, la ejecución de este proyecto puede contribuir a facilitar la información sobre MLE dadas las ventajas y las posibilidades estructurales con respecto a la madera maciza y otros materiales de construcción.
El objetivo principal de este trabajo fue evaluar la incidencia de cuatro adhesivos: fenol resorcinol formaldehído (PRF), melamina urea formaldehído (MUF), poliuretano (PUR) y emulsión polímero de isocianato (EPI) en el comportamiento mecánico de MLE en cinco maderas que se comercializan en Colombia: Acacia mangium, Campnosperma panamense, Eucalyptus tereticornis, Gmelina arborea y Pinus caribaea, bajo la prueba de flexión estática.
DESCRIPCIÓN DE LOS ADHESIVOS EMPLEADOS
Se evaluaron cuatro adhesivos sintéticos para uso externo, un adhesivo termoplástico denominado EPI y tres adhesivos termoestables: MUF, PRF y PUR, teniendo en cuenta que estos son los más comunes en la industria nacional de madera (Marín, s. f.).
ADHESIVOS TERMOPLÁSTICOS (EPI)
Los adhesivos termoplásticos sufren bajo la acción del calor una modificación de sus propiedades físicas que se traduce en un reblandecimiento, y no vuelven a recuperar su dureza más que por un enfriamiento (Edebé, 2007). De igual forma, como lo afirman Frihart & Hunt (2010), los termoplásticos son polímeros de cadena larga que por lo general tienen menos resistencia al calor, la humedad y la carga estática, pero que a largo plazo se vuelven polímeros termoestables. Los adhesivos termo-plásticos más comunes para madera incluyen poli (acetato de vinilo), emulsiones elastoméricas, y hot-melts, los cuales no son recomendables para uso estructural.
El sistema emulsión de polímero de isocianato (EPI), conformado por el adhesivo junto con su endurecedor de isocianato, forma una unión muy fuerte e impermeable (D4++). Con el sistema EPI 1974/1993 se obtienen buenos resultados en el re-chapado, con tiempos de prensado de 45 a 60 segundos y temperaturas de prensa por debajo de 70 ºC. El EPI tiene tanto un endurecimiento físico como un endurecimiento químico, por tanto es menos sensible a los cambios de humedad y de temperatura en su entorno y garantiza propiedades para soportar carga hasta de 6 m de luz (Boerhorst, 2007).
ADHESIVOS TERMOESTABLES (MUF, PRF, PUR)
De acuerdo con Frihart & Hunt (2010), los polímeros termoestables son excelentes adhesivos estructurales ya que se forman polímeros reticulados que pueden tener una alta resistencia a la humedad y otros productos químicos, y son suficientemente rígidos para soportar altas cargas estáticas en el largo plazo sin deformarse. Los adhesivos termoestables por acción de un agente externo, como un catalizador, calor o la luz UV, experimentan una reacción química que los lleva a un estado sólido permanentemente resistente al calor; de esta manera, el producto obtenido resulta de una transformación irreversible y conserva todas sus propiedades físicas y químicas en caliente (Edebé, 2007). Entre los adhesivos termoestables que se usaron en la presente investigación están los siguientes:
Fenol resorcinol formaldehído (PRF). Produce un enlace muy durable debido a que penetra fácilmente la estructura de la madera, además es rico en grupos hidroxilos que pueden formar enlaces de hidrógenos con los grupos funcionales de los constituyentes lignocelulósicos de la madera (Vick, 1990). Entre sus ventajas se tienen las bajas temperaturas de prensado, la gran resistencia a la humedad, el excelente desempeño a la intemperie, es así un adhesivo durable e indestructible; pero entre sus falencias se destacan el fuerte olor, lo agresivo con el ambiente, el color oscuro presentado en la línea de cola y el alto costo (Corma, 2003).
Melamina urea formaldehído (MUF). De acuerdo con Demkoff (2003), este adhesivo tiene un desempeño similar al PRF, pero con menores olores, líneas de cola transparente y más amigable con el medio ambiente; además, entre los tiempos de prensa es más lento que el PRF. Su punto negativo es la temperatura de trabajo, pues la madera debe estar a 20 °C como mínimo en el momento de ser prensada.
Adhesivo de poliuretano (PUR) 1968 D4. Según Henkel (s. f.), el poliuretano (PUR) es un compuesto polimérico duroplástico de eficacia demostrada y gran versatilidad. Los adhesivos PUR se usan en diferentes áreas, por ello deben ser también extremadamente versátiles en sus propiedades físicas y químicas para satisfacer requisitos muy diversos. Los adhesivos PUR presentan una excelente flexibilidad y durabilidad. Están disponibles como sistemas de uno o dos componentes y son apropiados para pegar los materiales más diversos. Los adhesivos de PUR se adaptan a múltiples requisitos de aplicación y aportan características de protección; entre ellas se incluyen la elasticidad, la buena resistencia a múltiples productos químicos y el calor, así como su idoneidad como masa de relleno y nivelación. La adición de un endurecedor de isocianato mejora notablemente las características del adhesivo en cuanto a la resistencia al agua y al calor. Según Ferreira et al. (2010), la principal ventaja de este adhesivo es la formación de una línea de cola incolora, de fácil aplicación, rápida y sin aplicación de calor.
DESCRIPCIÓN DE LAS MADERAS EMPLEADAS
Acacia mangium Willd
De la familia Leguminosae, de acuerdo con Sierra (2010), la Acacia mangium produce una madera medianamente dura y utilizable, con una densidad específica de 0,50 g.cm-3 a 0,60 g.cm-3; sin embargo, de acuerdo con Richter & Dallwitz (2000), la madera de plantaciones normalmente es blanda y liviana, su densidad varía entre 0,40 g.cm-3 y 0,45 g.cm-3, mientras que la densidad de madera procedente de rodales naturales sí es cercana a 0,6 g.cm-3; se menciona que la madera presenta grano recto en el plano tangencial y entrecruzado en el radial; el lustre es medio y la textura fina a mediana.
Según Richter & Dallwitz (2000), la madera presenta porosidad difusa, con poros medianos (120 µm a 160 µm) y escasos a moderadamente numerosos (14 a 90 por 10 mm2), en promedio escasos (menos de 15 mm2 por 10 mm2) generalmente en múltiplos radiales de 2 a 3 poros y sin tílides. De igual forma, se menciona que tiene de 5 a 20 poros por milímetro cuadrado y hay presencia de cristales aciculares. El secado de la madera al aire libre a una velocidad moderada puede presentar grietas y algunas rajaduras laterales pequeñas (Sierra, 2010). Y como lo mencionan Richter & Dallwitz (2000), en las primeras etapas de secado se puede presentar un colapso en las áreas del duramen.
Campnosperma panamense Standl
De la familia Anacardiaceae, de acuerdo con lo mencionado por Arévalo & Londoño (2005), la madera presenta albura angosta de color blanco rosáceo, poco diferenciada del duramen de color castaño rosado, a veces con bandas grises y veteado suave, satinado un poco pronunciado; madera blanda y liviana (densidad seca al aire 0,47 g.cm-3); lustre alto a mediano, textura mediana y grano recto.
La madera presenta porosidad difusa, poros visibles con lupa de 10x, solitarios y en múltiplos radiales de 2 a 3 poros con tendencia a esparcirse en hileras radiales; muy numerosos (>250 poros 10 mm-2), algunos ocluidos por tílides. Parénquima indistinguible a simple vista y aún con lente de 10x. Posee conductos gomíferos radiales normales, uno por radio fusiforme. De acuerdo con PADTREFORT (1981), la madera de sajo presenta de 5 a 20 poros por milímetro cuadrado y se menciona la existencia de conductos gomíferos grandes de 84 µm. Según PADT-REFORT (1984), se menciona, además, que por su baja densidad básica no clasifica como madera estructural.
Eucalyptus tereticornis Sm
De la familia Myrtaceae, de acuerdo con Dadswell (1972, citado en Inside Wood, 2004), la madera presenta porosidad difusa, poros exclusivamente solitarios (90% o más); se encuentran aproximadamente de 5 a 20 poros por milímetro cuadrado, presenta punteaduras intervasculares internas, placas simples de perforación, posee fibras de pared gruesa. La madera presenta tílides; de igual forma, las gomas y otros depósitos se encuentran en poros del duramen.
Se menciona que la madera tiene una densidad específica de 0,75 g.cm-3, y el duramen es de color rojo.
Según Cifuentes & Medina (2005), es difícil secar al aire libre, por lo que presenta deformaciones y agrietamientos en el proceso de secado; de igual manera, se menciona que es moderadamente difícil de aserrar y trabajar en las diferentes máquinas debido al grano entrecruzado que posee; además, después de su procesamiento, la madera tiende a agrietarse en los extremos; sin embargo, se comporta bien al cepillado, el torneado y el taladrado. Es moderadamente durable y resistente al ataque de hongos (Costa et al., 2010).
Gmelina arborea Roxb
De la familia Lamiaceae, según Arévalo & Londoño (2005), la melina presenta albura de color gris pálido, transición gradual al duramen de color amarillo pálido; toma un matiz rosado con el tiempo, lustre alto, moderadamente blanda y liviana (densidad seca al aire de 0,5 g.cm-3), olor y sabor no distintivos, grano recto a entrecruzado y textura mediana.
La madera presenta anillos de crecimiento fácilmente visibles a simple vista, con porosidad difusa, semicircular o circular; los poros son ligeramente más grandes al inicio de la zona de crecimiento. Poros visibles a simple vista, moderadamente escasos (30 a 65 poros por 10 mm2), irregularmente distribuidos, solitarios y en grupos radiales algunos invadidos por tílides. Se menciona que hay un número menor o igual a 5 poros por milímetro cuadrado; de igual forma, se señala la presencia de tí-lides y cristales aciculares (Kribs, 1968; Normand & Paquis, 1976).
Pinus caribaea Morelet
De la familia Pinaceae, de acuerdo con Longwood (1962), la madera es moderadamente pesada, la textura es áspera, generalmente con un olor resinoso y la fibra es casi siempre recta. El número medio de anillos primarios por pulgada varía de 5 en los primeros centímetros desde la médula a aproximadamente 16 cerca de la corteza, y de 7 a 10 pulgadas cerca de la médula.
La madera presenta radios uniseriados, canales resiníferos y parénquima axial. Muestra un lustre medio y es graso al tacto, debido a los depósitos de resina. El Pinus caribaea es una madera dura, densa y resinosa de propiedades de alta resistencia. La diferencia de color entre la madera temprana y la madera tardía produce una banda prominente en las superficies longitudinales; la densidad específica de la madera seca al aire es de 0,75 g.cm-3 hasta 0,80 g.cm-3 (Longwood, 1962). Para este estudio, la madera tenía densidades anhidras entre 0,40 y 0,70, el valor promedio era de 0,60 g.cm-3.
MATERIALES y METODOS
TRATAMIENTOS
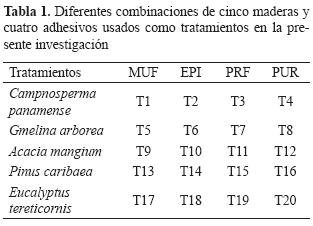
Los tratamientos consistieron en la combinación de cuatro adhesivos con cinco maderas diferentes, para un total de 20 tratamientos. Se elaboraron 30 probetas por tratamiento para un total de 600 unidades experimentales. Las probetas se dimensionaron y fallaron de acuerdo con la NTC 663. En la tabla 1 se observa la totalidad de los tratamientos constituidos.
PROCEDENCIA DE LA MADERA
La madera de la especie A. mangium se obtuvo directamente de plantaciones de aproximadamente 10 años de edad en el municipio de Puerto López, Meta, exactamente en los predios de las reforestadoras El Amparo y La Pacífica. Esta madera se cosechó y llegó en trozas al Laboratorio de Maderas de la Universidad Distrital Francisco José de Caldas.
La madera de C. panamense se adquirió en tablas de un depósito de la ciudad de Bogotá D.C., procedente del municipio de Buenaventura, Valle del cauca. Por su parte, el P. caribaea provino de plantaciones comerciales maduras de 25 años aproximadamente, en Villanueva, Casanare. Tanto la madera de G. arborea como de E. tereticornis tuvieron como procedencia el municipio de Sabanas de San Ángel, Magdalena, y la forma de suministro al igual que en P. caribaea consistió en tablas cepilladas por la misma empresa donante.
ALMACENAMIENTO ACONDICIONAMIENTO DEL MATERIAL
La madera fue trasladada, almacenada y acondicionada en el Laboratorio de Tecnología de Maderas José Anatolio Lastra Rivera, de la Facultad de Medio Ambiente y Recursos Naturales, de la Universidad Distrital Francisco José de Caldas, en la ciudad de Bogotá. En este se mantiene una humedad relativa promedio de 80 %, y una temperatura promedio de 12 °C. Para efecto de acondicionamiento, se llevó la madera a un contenido de humedad entre el 11 % y el 17 %, y un promedio del 13 %.
Para garantizar el cumplimiento de la norma NTC 2500, se prescindió del material que no cumpliera con las dimensiones y las características de calidad requeridas por la normatividad. Particularmente, para A. mangium se descartaron piezas que presentaban nudos muertos, médula incluida, encorvaduras, arista faltante o pudrición. Para C. panamense se descartó el material que tuviera arista faltante, perforaciones pequeñas y médula. Para G. arborea se prescindió de la madera que presentaba nudos. En el caso de P. caribaea, se excluyó material que tuviera nudos arracimados, muertos o huecos; de igual forma, sucedió con las bolsas de resina o manchas. Para la madera de E. tereticornis se discriminó material abarquillado, encorvado y rajado.
Antes de iniciar el encolado a las maderas, se les determinó el contenido de humedad (CH) con un xilohigrómetro digital marca Delmhorst BD 2100, por recomendación de la norma chilena NCh 2148.Of89, en la cual se establece que el máximo CH no debe ser mayor al 16 %. La diferencia de humedad entre piezas a pegar fue menor o igual al 4 %. Posteriormente, y cinco horas previas al encolado, las maderas se cepillaron con el fin de uniformizar el espesor de las piezas y las superficies a encolar. Las probetas de flexión estática se fabricaron de acuerdo a lo establecido por la Norma Técnica Colombiana NTC 663.
DIMENSIONAMIENTO DE LA MADERA Y ENCOLADO
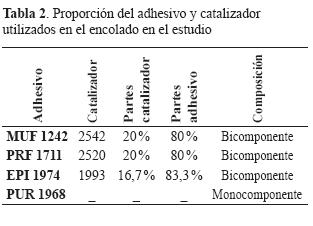
Una vez se verificaron los CH, y con la ayuda de una sierra circular, se procesaron las tablas para homogeneizar las dimensiones en anchos y largos. Para calcular la cantidad de adhesivo a preparar, se midió el área de la superficie a encolar (m2), teniendo en cuenta un esparcimiento de 350 g.m-2 en una sola cara. Y dado el porcentaje de desperdicio en el proceso, para el adhesivo EPI se adicionó un 15 %; en MUF y PRF, un 20%, y en PUR, un 10%. En la tabla 2 se relaciona la dosificación del adhesivo y su respectivo catalizador en la preparación de acuerdo al distribuidor en Colombia (Interquim S. A.).
Para la preparación de los adhesivos se mezclaron en un beaker los componentes ya pesados; se incorporó primero el adhesivo y, luego, el catalizador hasta lograr una sustancia homogénea. Posteriormente, se esparció el adhesivo con ayuda de una espátula plástica procurando obtener una película homogénea; inmediatamente, se unieron las láminas de madera y se respetaron los tiempos abiertos recomendados por el fabricante.
PRENSADO, FRAGUADO Y OBTENCIÓN DELAS PROBETAS
Para el prensado se utilizaron cuatro gatos hidráulicos con capacidad de 12 toneladas cada uno, estos se distanciaron cada 20 cm, ya que se encontraban distribuidos en una longitud de 80 cm, como se muestra en la figura 1. En lo posible, se evitó que la altura de la madera excediera una medida de 80 cm para ejercer una presión mayor o igual a 7,5 kg.cm-2.

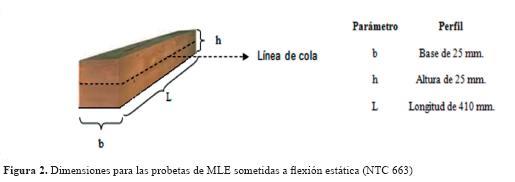
El tiempo de prensado fue de 24 horas, para que luego fraguara durante siete días bajo las condiciones normales del laboratorio en humedad. Posterior al fraguado, se cepillaron las piezas para dar las medidas y las tolerancias finales en espesor; seguidamente, se inició con un corte en la sierra circular para establecer el ancho y, luego, se dio el largo requerido y se obtuvieron probetas de flexión estática con medidas finales de 25 mm x 25 mm x 410 mm, de acuerdo con la NTC 663, como se aprecia en la figura 2. Después de cumplir con los tiempos de fraguado (figura 3), se iniciaron los ensayos de flexión estática.
ENSAYO DE FLEXIÓN ESTÁTICA
Para realizar los ensayos correspondientes de flexión en la máquina universal LOS, modelo UHP 20, perteneciente al Laboratorio de Tecnología de Maderas de la Universidad del Tolima, se manejó la escala de dos toneladas para realizar los diferentes ensayos. La velocidad promedio de ensayo fue de 0,6 mm/min.
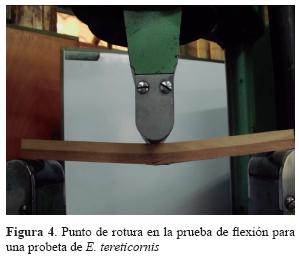
El ensayo de flexión estática se efectuó de acuerdo con la norma NTC 663; para determinar los esfuerzos al límite proporcional, la resistencia máxima y el módulo de elasticidad, se midieron la base y la altura de cada una de las probetas, y, con la máquina universal a una velocidad de 0,6 mm/min, se aplicó la carga como una fuerza concentrada a la mitad de la distancia entre los puntos de apoyo, como lo ilustran las figuras 4 y 5. Luego se anotaron los valores de carga máxima y el tipo de falla en un formato; posterior al ensayo, se cortaron muestras de las probetas para medir el contenido de humedad, tomando datos de peso seco al aire en el momento de la falla. Después de 24 horas, se tomó el peso seco; para este caso, la temperatura del horno fue de 103 °C +/-3 °C, según lo recomienda la norma del Icontec. El horno usado en esta etapa fue de marca Heizung, con capacidad de 0,125 m3.

El registro de la información se derivó de las mediciones en la gráfica directa proporcionada por la máquina universal de ensayos; en el eje horizontal se registró la deformación y en el vertical, la fuerza aplicada en kilogramos, como se muestra en la figura 6.
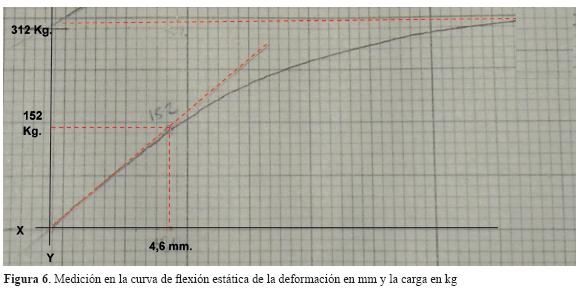
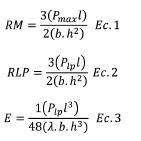
Con las lecturas de carga y deformación del ensayo de flexión se pudo calcular el módulo de rotura RM (kg.cm-2), carga en el límite proporcional RLP (kg. cm-2) y el módulo de elasticidad E (kg. cm-2), según las ecuaciones 1, 2 y 3, respectivamente.
Donde:
Pmáx (Kg): es la carga máxima que soportó la probeta en el mometo de la rotura.
Plp (Kg): es la carga en el límite proporcional ob
tenida de la gráfica esfuerzo deformación.
L (cm): es la luz libre entre apoyos.
b (cm): es la base de la probeta.
h (cm): es la altura de la probeta.
λ (cm): deformación en el límite proporcional donde se da el Plp.
Los valores de Plp se obtuvieron mediante un gráfico, a partir de la unión de los puntos entre los valores de carga P (kg) de las ordenadas y los valores de deformación (cm) de las abscisas; se trazó una línea recta con la misma pendiente a la curva esfuerzo vs deformación en el rango elástico con origen en el punto cero-cero (ver figura 6).
- Contenido de humedad: la fabricación de las probetas para contenido de humedad se obtuvo según la norma NTC 206-1, y con los datos de peso seco al aire y peso seco al horno se calculó el contenido de humedad según la ecuación 4.
- Corrección por humedad: se corrigieron los datos de resistencia llevándolos a un contenido de humedad (Faherty & Williamson, 1989). Sin embargo, la corrección recomendada por dicho autor tiene un tope máximo y ajusta los valores de resistencia en un rango que asume un comportamiento lineal, como lo muestra la tabla 3.
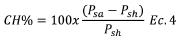
Donde:
Psa:peso seco al aire Psh:peso seco al horno
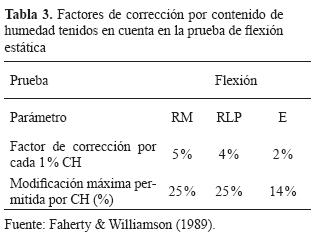
Con los anteriores factores de corrección se evitó generar valores sobre y subestimados de resistencia; por tanto, se limitó la corrección lineal hasta un 25 % para la resistencia máxima (RM) y la resistencia en el límite proporcional (RLP), ya que cuando el porcentaje de humedad aumenta la resistencia mecánica, disminuye hasta llegar al punto de saturación de las fibras, punto a partir del cual las propiedades permanecen constantes. Contrariamente, cuando la humedad disminuye, aumenta la resistencia de las piezas, pero conforme se acerca a su estado anhidro, la resistencia toma valores cada vez más constantes; por tanto, como lo menciona Gutiérrez de López (2003), la corrección no es lineal.
ANÁLISIS TÉCNICO
Para realizar el análisis técnico se tomaron unos valores de carga recomendados por el manual de diseño para maderas del Grupo Andino (PADTREFORT, 1984), y siguiendo los lineamientos de la NSR-10, se diseñó una viga simplemente apoyada con los resultados obtenidos de la prueba de flexión estática (NTC 663), corregidos por los valores de humedad (NTC 206), según el método de Faherty & Williamson (1989). Una vez obtenidos los valores corregidos de resistencia para cada tratamiento, se procedió al diseño de una viga según las cargas simuladas, para lo cual se usaron las siguientes ecuaciones:

En donde:
M máx = momento máximo flector (kg.cm).
Δ máx. = deflexión máxima para cargas uniformente distribuidas (cm).
kmfv= constante de deflexión para cargas muertas y vivas.
kv = constante de deflexión para cargas vivas.
Iv= momento de inercia para cargas vivas (cm4).
Im+v= momento de inercia para cargas totales (cm4) (muertas+vivas).
I= momento de inercia por sección (cm4).
fm≥ resistencia en el límite proporcional 
fv= resistencia en cortante (kg/cm2).
Con estas ecuaciones se determinaron las dimensiones finales en base y altura de una viga que resistiera la solicitud de cargas planteada para cada uno de los tratamientos.
ANÁLISIS ESTA DÍSTICO DISEÑO EXPERIMENTAL
Los datos obtenidos se analizaron a través de estadísticos descriptivos. Para el reporte de las propiedades de resistencia se trabajó con los valores promedio de aquellas probetas que reportaran un coeficiente de variación menor del 15 % en RM, RLP y E. Con la información obtenida y previa validación de la normalidad de los datos, se armó un diseño experimental consistente en el uso de tres factores. El primero de ellos asociado a las pruebas (A); el segundo, a los adhesivos (B), y el tercero, a las especies empleadas (C).
RESULTADOS
PRUEBA DE FLEXIÓN ESTÁTICA
Una vez se procesó la información, se encontraron los valores medios para cada uno de los tratamientos junto con su respectiva desviación estándar en las variables evaluadas (RM, RLP y E). Dichos valores se consignan en la tabla 4. El valor promedio para RM, RLP y E en todos los tratamientos fue de 790 kg.cm-2, 496 kg.cm-2 y 93 577 kg.cm-2, respectivamente.
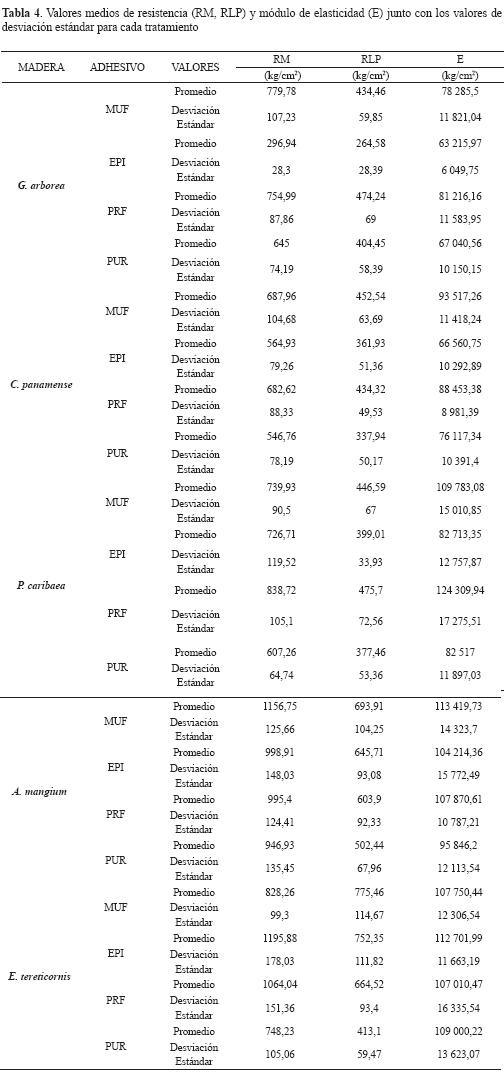
En general, los valores de RLP encontrados oscilaron entre 265 kg.cm-2 y 775 kg.cm-2, siendo el menor valor aquel correspondiente al tratamiento T6 (G. arbórea + EPI) y el mayor valor se presentó en el tratamiento T17 (E. tereticornis + MUF). Para el caso de la RM, los valores se encontraron en el rango entre 297 kg.cm-2 y 1196 kg.cm-2, siendo el menor para el tratamiento T6 y el mayor para el tratamiento T18 (E. tereticornis + EPI). Por otra parte, el E varió entre 63 216 kg.cm-2 y 124 210 kg.cm-2, siendo el menor valor para el tratamiento T6 y el mayor para el T15 (P. caribaea + PRF).
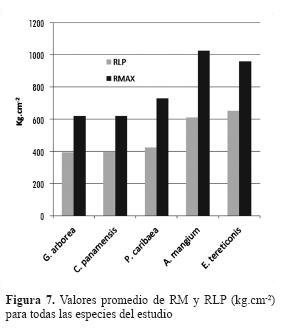
La respuesta de los diferentes tratamientos arrojó valores promedio de RM para las maderas entre 1024 kg.cm-2 (A. mangium) y 619 kg.cm-2 (G. arbórea). Por su parte, el E. tereticornis obtuvo 959 kg.cm-2, ubicándose por debajo de A. mangium. La especie C. panamensis, con 621 kg.cm-2, estuvo muy cerca a G. arbórea y el valor central lo exhibió la especie P. caribaea con un a resistencia máxima de 728 kg.cm-2. La RLP correspondió a valores entre 0,58 y 0,68 veces el valor de RM, lo cual se puede confirmar en la figura 7.
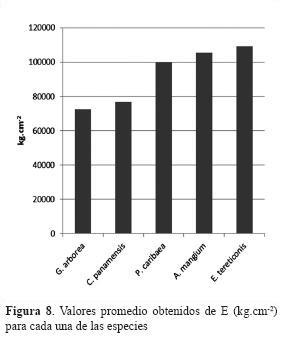
En el E, los valores promedio para las especies oscilaron entre 72440 kg.cm-2 para G. arbórea y 109 116 kg.cm-2 para E. tereticornis. En este caso específico, la agrupación de los valores coloca en el rango más bajo a las dos maderas de menor densidad y en el rango alto a las tres maderas más densas (figura 8).
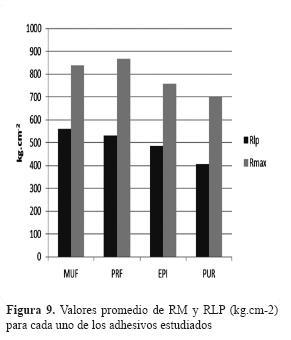
En cuanto a los valores para adhesivos, el promedio de RM estuvo en un rango entre 867 kg.cm-2 y 699 kg.cm-2, por lo que corresponde el mayor valor al PRF y el menor valor al PUR. Los valores intermedios fueron para MUF (839 kg.cm-2) y EPI (757 kg.cm-2). Los valores de RLP mostraron una tendencia directa con la RM, como se vio en los promedios de las especies; es así como los valores obtenidos fueron 531 kg.cm-2, 561 kg.cm-2, 485 kg.cm-2 y 407 kg.cm-2, para PRF, MUF, EPI y PUR respectivamente (figura 9).
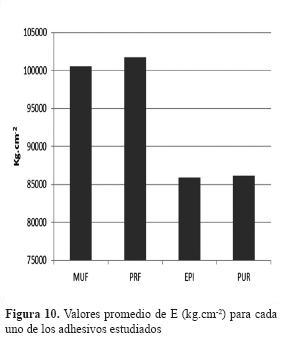
Cuando se revisan los valores de E por adhesivos, hay una tendencia marcada entre los valores más altos y aquellos más bajos. Es así como en la figura 10, el PRF y el MUF mostraron módulos cercanos a 100 000 kg.cm-2, mientras EPI y PUR obtuvieron promedios cercanos a 85 000 kg.cm-2.
DISEÑO EXPERIMENTAL
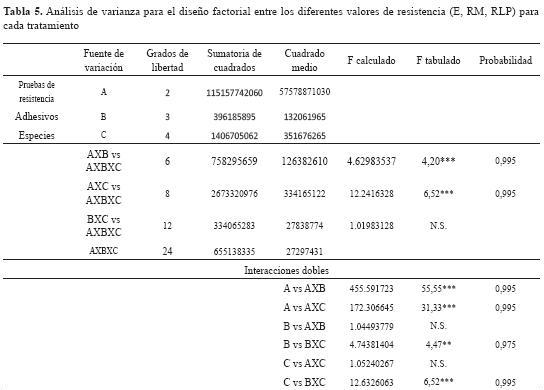
Para efectuar el análisis factorial propuesto en el diseño experimental se estableció la comparación entre la parte técnica usando los parámetros E, RM y RLP (kg.cm-2), evaluando su interacción. En la tabla 5 se consolidan cada uno de estos valores para cada tratamiento. Se observa en el análisis de varianza (Anova) que la interacción de los factores E, RM y RLP muestran diferencias significativas tanto para especies como para adhesivos cuando se toman de manera simultánea (AXB vs AXBXC y AXC vs AXBXC) y por separado (A vs AXB, A vs AXC, B vs BXC y C vs BXC). De manera antagónica, no se presentan diferencias significativas entre los diferentes indicadores de propiedades mecánicas para la interacción adhesivos y especies (BXC vs AXBXC) ni tampoco se presentan diferencias para las interacciones B vs AXB ni C vs AXC.
DISCUSIÓN
De acuerdo con los resultados obtenidos, se menciona que existe la tendencia a formar grupos entre especies dada la evaluación de los parámetros E, RM y RLP, lo que explica la presencia de diferencias significativas entre especies y adhesivos (figuras 7 a 10) mostrada en el análisis de varianza (tabla 5). Por otra parte, si se observa en detalle la figura 8, es evidente la tendencia ascendente en el módulo de elasticidad (E) para las especies G. arbórea, C. panamense, P. caribaea, A. mangium y E. tereticornis.
Si se tiene en cuenta el valor de densidad reportado en la descripción de cada especie, se nota una tendencia generalizada donde una mayor densidad exhibe un mayor módulo de elasticidad y resistencia, lo cual es importante para reafirmar que la cantidad de fibras presentes por unidad de volumen en una madera es determinante en la resistencia que oponen las piezas a la deformación, como lo explican los conceptos teóricos de mecánica de materiales. Sin embargo, esta tendencia no es contundente y más bien está arraigada a lo expuesto por León & Espinoza (2001), quienes afirman que para las maderas, la densidad no es un estimador confiable en la resistencia mecánica, ya que intervienen otros aspectos como el contenido de humedad y la presencia de contenidos, los cuales dependiendo de su cantidad por unidad de volumen y distribución pueden generar variaciones considerables.
En relación con este último caso, vale la pena señalar la especie P. caribaea, que muestra un comportamiento medio de resistencia en las variables RM y RLP, y un punto en la variable E cercano al de las especies A. mangium y E. tereticornis, lo cual contradice lo expuesto por Contreras et al. (2007), quienes usando isocianato como adhesivo en MLE para la misma especie, encontraron valores bajos de resistencia, menores a los reportados en este estudio, pues ellos no seleccionaron el material ni descartaron anomalías; obtuvieron bajos valores equivalentes al 50 % de los reportes para madera maciza según sus fuentes.
En cuanto a los valores de resistencia para la especie P. caribaea de la misma procedencia y características, se puede mencionar el estudio de Garavito et al. (2010), quienes reportan valores promedio de 743 kg.cm-2, 401 kg.cm-2 y 69 413 kg.cm-2 para las variables RM, RLP y E, respectivamente. Donde los valores de RM y RLP son cercanos a los obtenidos en la presente investigación, no así el E fue más bajo para la madera maciza en relación con el E de la MLE de este estudio.
De igual forma, se menciona la agrupación de los valores de resistencia dados por los adhesivos (figuras 9 y 10); los valores más altos se registran con MUF y PRF, y los menores con EPI y PUR, es más evidente la diferencia en la variable del módulo de elasticidad, lo que se puede ver influenciado, en gran parte, por los altos niveles de variación dada la interacción con las especies.
El súbito aumento del E para la madera de P. caribaea, la cual tiende a agruparse con las maderas de mayor densidad, induce a pensar sobre la presencia de contenidos en las maderas, ya que esta conífera presenta canales resiníferos grandes y abundantes, y si estos contenidos pueden afectar el módulo de elasticidad, la afirmación se extendería además de los contenidos higroscópicos, a los contenidos hidrófobos, según lo enunciado por Arévalo & Hernández (2008), quienes sugieren que la presencia de extractivos puede promover un flujo plastificante, ya que una mayor deformación es producida por un incremento de los extractos solubles; de hecho, las fracciones solubles en agua permiten por lubricación un desplazamiento de las microfibrillas. Probablemente la madera de P. caribaea haya obtenido altos valores de E dadas estas características, potenciadas por el nivel de selección de la madera.
Sin embargo, al analizar los parámetros de RM y RLP para la especie P. caribaea, su agrupación no corresponde con las maderas de mayor densidad, sino todo lo contrario, se agrupa con las de menor densidad y en sí con los menores valores de resistencia; por tanto, la presencia de resinas aumentaría los valores de E, pero no contribuiría con los valores de RM y RLP, lo que es congruente con lo mencionado por León & Espinoza (2001), quienes afirman que la discontinuidad de tejido leñoso atribuida a la presencia de contenidos afectaría las propiedades de resistencia.
Por otra parte, la madera de G. arborea presentó los valores de resistencia más bajos, lo que es semejante a lo encontrado por Rivas (2004), quien asevera que las propiedades mecánicas en flexión estática para la madera sólida son superiores a las propiedades obtenidas en su estudio para MLE. En este sentido, vale la pena mencionar que para la presente investigación la madera de G. arbórea presentó el menor nivel de anomalías cuando llegó al laboratorio, lo cual originó un mínimo de descarte de material. Esto, a su vez, puede representar una baja diferencia entre las propiedades de la madera maciza y laminada, y en el caso de presentarse diferencias, atribuirlas al proceso de encolado sería lo más razonable.
En cuanto al diseño experimental, se puede decir que las diferencias significativas encontradas para la fuente de variación A (pruebas de resistencia) se explican por el marcado peso del E, que, como ya se apreció, es muy elevado. En relación con las interacciones dobles, se puede decir que el factor A genera diferencias significativas por el elevado valor numérico del E. Pero llama la atención que los adhesivos presentaron diferencias significativas cuando se evaluaron en el conjunto colas y adhesivos, no cuando se evaluaron en el conjunto pruebas y adhesivos.
Lo anterior pone a flote la importancia que se debe brindar a la interacción que sucede en la línea de cola, pues por este resultado pareciera que el número de células afectadas por el adhesivo es muy importante en la resistencia final del laminado, aseveración que puede ser contundente después de analizar meticulosamente las líneas de cola. En las interacciones dobles para el factor especies, los resultados corresponden con los adhesivos, lo cual ratifica que, para este caso, tanto las especies como los adhesivos generaron diferencias significativas en los resultados de las pruebas mecánicas para los tratamientos evaluados.
CONCLUSIONES
Se concluye que existe la posibilidad técnica de elaborar elementos laminados con las especies en mención combinadas con los diferentes adhesivos de uso estructural empleados. Las maderas de mayor densidad exhibieron los mayores valores de resistencia mecánica, lo que contrasta con las diferencias reflejadas por las colas, que fueron más sutiles.
Elegir entre uno u otro tratamiento dependerá de diferentes factores asociados como disponibilidad de materias primas, diseño, costos, etc., ya que de acuerdo con el estudio de caso, lo importante es satisfacer los momentos de inercia, los cuales dependen del módulo de resistencia y estos, a su vez, de la geometría de las piezas. La madera es un material que a lo largo del tiempo ha sido introducido en la construcción por su menor costo y disponibilidad; por tanto, es un material que al ser mejorado con tecnologías como la MLE aumentará la factibilidad de fabricar nuevos productos para diversas aplicaciones, lo cual mejorará los usos de las especies ya conocidas y la probable incursión de aquellas aún no usadas, y se propenderá por el manejo forestal sostenible.
AGRADECIMIENTOS
A la Universidad Distrital Francisco José de Caldas, al Laboratorio de Tecnología de Maderas de la Universidad del Tolima donde se falló la totalidad de la probetería, y a los ingenieros Alberto Londoño, Rosven Arévalo y Carol Fajardo por la ayuda incondicional. A las empresas Refocosta S.A, Muebles Iannini, Reforestadora La Pacífica, Reforestadora El Amparo, Ingeniero Guillermo Ulloa y Maderas Aponte por las maderas donadas, y a Interquim-Akzo Nobel S. A. por los adhesivos usados en esta investigación; de igual forma, por la especial colaboración, las apreciaciones y la orientación del ingeniero Edward Mauricio Marín.
REFERENCIAS BIBLIOGRÁFICAS
Arévalo, R., & Hernández, R. (2008). Efecto de los extractivos y la estructura anatómica en las propiedades mecánicas de la madera de caoba, Swietenia macrophylla King. Colombia Forestal, 11, 137-147.
Arévalo, R., & Londoño, A. (2005). Manual para la identificación de maderas que se comercializan en el departamento del Tolima. Ibagué: Impresiones Conde. 161 p.
Azambuja, M. (2006). Estudo experimental de adesivos para fabricação de madeira laminada colada: avaliação da resistência de emendas dentadas, da durabilidade e de vigas (Tesis doctoral, Ciência e Engenharia de Materiais). São Carlos: Universidade de São Paulo. 159 p.
Boerhorst, I. (2007). Fabricación de rechapado con adhesivos alternativos. Especialistas en adhesivos, casco adhesives-colas para la industria de la madera, 2, 6-7.
Camille, A., & Ziad, K. (2005). Advanced wood engineering: glulam beams. Construction and Buidilding Materials, 19(2), 99-106.
Cifuentes, F., & Medina, J. (2005). Determinación de las propiedades físicas, mecánicas y durabilidad natural de Teca (Tectona grandis) y Eucalipto (Eucalyptus tereticornis) procedencia Fundación (Magdalena) (Trabajo de pregrado, Ingeniería Forestal). Bogotá: Universidad Distrital Francisco José de Caldas. 60 p.
Contreras, W., Thomson, E., Owen de C., Mary, E., & Barrios, E. (2007). Determinación de los esfuerzos de diseño de vigas laminadas de pino caribe (Pinus caribaea var. hondurensis) encoladas con adhesivo de isocianato (MDI). Maderas: Ciencia y Tecnología, 9(003), 285-298.
Corporación Chilena de la Madera (Corma) (2003). Presentación CTT unidad de educación. Compendio de directrices para enseñanza en ingeniería. Chile: Centro de Transferencia Tecnológica Pino radiata. Proyecto Corfo-Fontec. 272 p.
Costa, R., Pereira, J., Tarcísio, J., & Benigno, J. (2010). Potencialidade da madeira de Eucalyptus tereticornis para produção de celulose e papel. XIV Encontro Latino Americano de Iniciação Científica e X Encontro Latino Americano de Pós-Graduação, Universidade do Vale do Paraíba. Recuperado el 16 de octubre de 2012 de http://www.inicepg.univap.br/cd/INIC_2010/anais/arquivos/0873_0896_01.pdf.
Demkoff, M. (2003). Vigas laminadas estructurales de madera, su fabricación y empleo. XVIII Jornadas Forestales de Entre Ríos Concordia. Recuperado el 13 de diciembre de 2012 de http://www.inta.gov.ar/concordia/info/Forestales/contenido/pdf/2003/190%20V%20 DEMKOFF%20def.pdf.
Edebé. (2007). Tecnología de la madera obra teórico práctica ilustrada con 1150 figuras y 27 tablas. Barcelona: Editor Edebé. 530 p.
Faherty, K., & Williamson T. (1989). Wood engineering and construction handbook. New York: McGraw-Hill. 820 p.
Ferreira, S., Cássia, A., Couri, M., & Petrauski, A. (2010). Avaliação de juntas coladas com adesivos poliuretanos. XII Encontro Brasileiro em Madeiras e em Estruturas de Madeiras. Universidade Federal de Lavras.
Food and Agriculture Organization of the United Nations (FAO). (2013). Removals and production of wood and paper products Colombia. Recuperado de http://www.fao.org/forestry/country/57025/en/col/.
Frihart, C., & Hunt, C. (2010). Adhesives with wood materials: bond formation and performance. Department of Agriculture, Forest Service, Forest Products Laboratory. Wood handbook: wood as an engineering material (pp. 10, 1-10, 23). Madison, WI. U. S: USDA.
Garavito, O., Polanco, C., & Cardozo, M. (2010). Estudio comparativo de la resistencia mecánica y propiedades físicas de la madera de las cuatro especies del genero Pinus más comercializadas en Colombia. 1° Congresso Ibero Latino Americano da Madeira na Construção, Universidad da Coimbra, Portugal. 7-9 da junho 2011.
Gauthier, P. (2004). La construcción con madera laminada. Manual técnico. Madrid: AITIM. 420 p.
Giraldo, V. (2007). Beneficios sociales de las plantaciones forestales y su potencial para aportar a la construcción de la paz. En: La Reforestación en Colombia visión de futuro. Bogotá D. C.: Fedemaderas. 130 p.
Gutiérrez de López, L. (2003). El concreto y otros materiales para la construcción. Manizales: Universidad Nacional de Colombia, sede Manizales.
Henkel, I. Sa. (s. f.). Adhesivos de poliuretano de uno y dos componentes para la producción industrial. Guía de aplicaciones Macroplast. Recuperado de http://www.henkel.es/ess/content_data/100017_Macroplast.pdf.
Instituto de Hidrología Meteorología y Estudios Ambientales (Ideam). (2010). Informe Anual sobre el Estado del Medio Ambiente y los Recursos Naturales Renovables en Colombia-Bosques 2009. Instituto de Hidrología, Meteorología y Estudios Ambientales. Bogotá D. C., 236 p.
Kribs, D. A. (1968). Commercial foreign woods on the American market. New York: Dover Publications. En base de datos Inside Wood 2004 un recurso en línea para la anatomía de madera.
León, W., & Espinoza, N. (2001). Anatomía de la madera ciencias de la tierra (1ra ed., serie forestal). Mérida: Universidad de los Andes. 309 p.
Longwood, F. (1962). Present and potential commercial timbers of the caribbean. Washington, D. C.: Northeastern Forest Experiment Station, Forest Service; formerly at the Tropical Forest Research Center of the Forest Service in Puerto Rico. 170 p.
López, O. (2003). Estado del desarrollo tecnológico de la industria Forestal. En: Memorias conferencia Internacional de Bosques "Colombia: País de bosques y vida". Santa Marta: Peter Saile, María Angela Torre Editores. 544p.
Marín, E. (s. f.). Diez mandamientos para aplicar adhesivos. M&M revista El mueble y la madera, 59, 130-137.
Ministerio de Ambiente Vivienda y Desarrollo Territorial (MAVDT). (2010). Plan nacional de restauración ecológica, rehabilitación y recuperación de áreas disturbadas. Bogotá. 86 p. Recuperado de: http://www.minambiente.gov.co/documentos/5392_260410_plan_nal_restauracion_210510.pdf.
Norma Chilena Oficial (NCO) NCh2148.Of89. (1989). Madera laminada encolada estructural. Requisitos e inspección. Chile: Instituto Nacional de Normalización (INN). 39 p.
Norma Sismo Resistente (NSR) NSR-10-. (2010). Reglamento colombiano de construcción sismo resistente título G-estructuras de madera y estructuras de guadua. Bogotá: Instituto Colombiano de Normas Técnicas (Icontec). 444 p.
Norma Técnica Colombiana (NTC) NTC-2500-. (1997). Ingeniería Civil y Arquitectura. Uso de la madera en la construcción. Bogotá: Instituto Colombiano de Normas Técnicas (Icontec).11 p.
Norma Técnica Colombiana (NTC) NTC-206-. (2005). Maderas. Determinación de contenido de humedad para ensayos físicos y mecánicos. Bogotá: Instituto Colombiano de Normas Técnicas (Icontec). 3 p.
Norma Técnica Colombiana (NTC) NTC-663-. (2006). Maderas. Determinación de la resistencia a la flexión. Bogotá: Instituto Colombiano de Normas Técnicas (Icontec). 6 p.
Normand, D., & J. Paquis. (1976). Manuel d'identification des bois commerciaux. Tome 2. Afrique guineo-congolaise: Centre Technique Forestier Tropical, Nogent s/Marne. 335 pp.
Polanco, C. (2007). Comercialización de madera en Colombia y sus oportunidades. Ibagué: Refocosta. 66 p.
Proexport Colombia. (2012). Sector forestal en Colombia. Recuperado de http://www.inviertaencolombia.com.co/sectores/agroindustria/forestal.html.
Proyectos Andinos de Desarrollo Tecnológico en el área de los Recursos Forestales Tropicales (PADT-REFORT). (1981). Descripción anatómica en general y de los 105 maderas del Grupo Andino. Lima: Junta del Acuerdo de Cartagena. 442 p.
Proyectos Andinos de Desarrollo Tecnológico en el área de los Recursos Forestales Tropicales (PADT-REFORT). (1984). Manual de diseño para maderas del Grupo Andino Lima: Junta del Acuerdo de Cartagena. Paginación variada.
Richter, H. G., & Dallwitz, M. J. (2010). Commercial timbers: descriptions, illustrations, identification, and information retrieval. In English, French, German, and Spanish. Recuperado el 12 de diciembre de 2012 de http://delta-intkey.com/wood/index.htm.
Rivas, S. (2004). Determinación de las propiedades mecánicas de elementos laminados de madera de la especie Melina (Gmelina arborea) (Trabajo de pregrado, Ingeniería Civil). San José de Costa Rica: Universidad de Costa Rica. 92 p.
Sierra, J. (2010). Variación de las propiedades tecnológicas de Acacia mangium Willd procedentes de diferentes localidades del noroccidente de Colombia (Tesis de maestría, bosques y conservación ambiental). Universidad Nacional de Colombia, sede Medellín. Medellín: Facultad de Ciencias Agropecuarias. 77 p.
Sistema de Información Ambiental de Colombia (SIAC) (s. f.). Producción, comercio y consumo de madera tropical. Los productos maderables constituyen un eslabón importante en la economía mundial. Recuperado el 15 de febrero de 2013 de https://www.siac.gov.co/contenido/contenido.aspx?catID=647&conID=1001&pagID=987.
Stark, N., Cai, Z., & Carll, C. (2010).Wood as an engineering material. Wood-based composite materials panel products, glued-laminated timber, structural composite lumber, and woodnonwood composite materials. Department of Agriculture, Forest Service, Forest Products Laboratory. In: Wood handbook: wood as an engineering material (pp. 11, 1-11, 26). Madison, WI. U. S.: USDA.
Tecniforest Ltda. (1997). Diseño de sistemas de control y seguimiento para el aprovechamiento, movilización y almacenamiento de productos forestales para el Ministerio de Medio Ambiente. Programa de manejo de RRN de MMA (PAMRN), financiado con recursos de los créditos BIRF 3692-co. Bogotá. 174 p.
Urban, P. (1996). Estructuras de madera. San Vicente Alicante: Editorial Club Universitario. 244 p.
Vick, C. (1990). Adhesion of phenol- formaldehyde resin to waterborne emulsion preservatives in aspen veneer. Forest Products Journal, 40(11), 25-30.




Licencia
Colombia Forestal conserva los derechos patrimoniales (copyright) de las obras publicadas, y favorece y permite la reutilización de las mismas bajo la licencia Creative Commons Atribución-CompartirIgual 4.0 Internacional por lo cual se pueden copiar, usar, difundir, transmitir y exponer públicamente, siempre que:
Se reconozcan los créditos de la obra de la manera especificada por el autor o el licenciante (pero no de una manera que sugiera que tiene su apoyo o que apoyan el uso que hace de su obra).