DOI:
https://doi.org/10.14483/23448393.1469Published:
2000-11-30Issue:
Vol. 6 No. 1 (2001): January - JuneSection:
Science, research, academia and developmentProcedimiento para la planeación agregada en la pequeña y mediana industria manufacturera
Downloads
References
BUFFA, E.S. AND TAUBERT W.H. (1972). Production-inventory Systems: Planning and Control. Richard D. Irwin, Inc. New York.
DEMING, W.E. (1985). Quality Productivity and Competitive Position. MIT Press. Massachusetts.
DINGUS, V.R. AND GOLOMSKI, W.A. (Eds.) 1988. A Quality Revolution in Manufacturing. Industrial Engineering and Management Press. Norcross, Georgia.
GAVIRIA, C. Desarrollo con Equidad. Programa de Gobierno. 1990-1994. Colombia
GRUPO MONITOR. (1996). Diagnostico sobre el desarrollo Económico e industrial del país. Planeación Nacional. Santafé de Bogotá D.C.
GUNN, T. C. 1990. Manufacturing for Competitive Advantage. Becoming a World Class Manufacturer. Ballinger Publishing Company. Cambridge, Massachusetts
IMAI, M. (1990). Kaizen: The Key to Japan's Competitive Success. Random House. New York.
LABRICK, K. 1991. The seven keys to business leadership. Fortune. October 24, Vol. 118, no. 9. USA
LEE, S.M., AND MOORE, L.J., 1995. A Practical Approach to Production Scheduling. Production and Inventory Management. (1st Quarter). Pp. 79-87. USA
PASTRANA, A. Plan Nacional de Desarrollo. Programa de Gobierno. 1998-2002. Colombia
PETERS, T.J., AND WATERMAN, R.H. 1982. In Search of Excellence. Harper and Row. New York.
SCHONBERGER, R.J. (1986). World Class Manufacturing. Free Press. New York.
SAMPER, E. El Salto Social. Programa de Gobierno. 1994-1998. Colombia
SKINNER, W. 1985. Manufacturing: The Formidable Competitive Weapon. John Wiley & Sons. New York
TORRES ACOSTA, J.H. (1997). Cátedra Internacional OEA. Tecnologías Endógenas, Ambiente y Desarrollo Local. Ponencia. Santafé de Bogotá D.C.
TORRES ACOSTA, J.H. (1998). Seminario Internacional "Ecoeficiencia, compromiso social y rentabilidad en la gestión empresarial del tercer milenio". Investigación y Desarrollo, Propuesta Doctoral. Santafé de Bogotá D.C.
TORRES ACOSTA, J.H. (1999). Problemas Sociales de la Ciencia y la Tecnología. La Planeación Agregada en el contexto económico y social colombiano. Santa Clara, Cuba.
TORRES ACOSTA, J.H. (1999). Seminario Internacional "Gestión financiera. Clave en el desarrollo y supervivencia empresarial". Sistemas de información en la gestión financiera, Propuesta Doctoral. Santafé de Bogotá D.C.
TORRES, ACOSTA, J.H. (1992). Costos de Producción. Teoría y Aplicación. Universidad Distrital "Francisco José de Caldas". Santafé de Bogotá.
TORRES, ACOSTA, J.H. (1994). Elementos de Producción. vol. I. Planeación, Programación y Control. Fondo de Investigación U.C.C. ECOE Editores, Santafé de Bogotá D.C.
UNIVERSIDAD EXTERNADO DE COLOMBIA, (1995). La pequeña y Mediana Empresa en Colombia. Colección Empresarial. Santafé de Bogotá.
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
Ciencia, Investigación y Desarrollo
Ingeniería, 2001-00-00 vol:6 nro:1 pág:23-29
Procedimiento para la planeación agregada en la pequeña y mediana industria manufacturera Aplicación al sector industrial colombiano (planeación agregada de producción)
Jairo Humberto Torres Acosta
Resumen
El trabajo de investigación se desarrolló tomando como marco de referencia el estado del arte sobre la Planeación Agregada en el contexto universal y en el contexto suramericano, para llegar a estudiar a profundidad el comportamiento de la cultura productiva colombiana en lo referente a la Planeación, la Programación y el Control de la producción, en particular, el nivel de desarrollo en la investigación y la aplicación alcanzados en la PYME (Pequeña y Mediana Empresa) en el campo específico de la Planeación Agregada, trabajando en concordancia con las políticas gubernamentales sobre productividad y competitividad, así como en la observación sobre la necesidad de desarrollar y aplicar procedimientos apropiados para el sector manufacturero y los beneficios que estos generarán en el contexto económico y social colombiano.
Para el planteamiento de los procedimientos se tuvo en cuenta, además del estado del arte en Planeación Agregada, trabajos precedentes desarrollados por el autor, así como su actividad profesional en el campo de consultoría, lo cual permitió visualizar la problemática existente en la PYME. Es así como se llega al planteamiento de un procedimiento para la Planeación Agregada de Materiales, el cual permite determinar las necesidades brutas de las diferentes materias primas requeridas durante el horizonte de planeación, un procedimiento para la Planeación Agregada de Capacidades, que genera como resultado la capacidad bruta requerida en cada una de las secciones de trabajo durante el tiempo de planeación, y un procedimiento para la Planeación Agregada de turnos, máquinas y fuerza de trabajo. Estos resultados permiten a la PYME contar con un buen soporte para la toma de decisiones en mínimo tiempo, lo cual constituye un aporte de alta novedad y aplicabilidad en el entorno colombiano. Todos los procedimientos planteados se desarrollaron haciendo aplicaciones parciales en diferentes empresas del sector PYME, corroborando así la coherencia de su planteamiento tanto matemático como práctico. La aplicación de los procedimientos requirió el montaje de un sistema de información apropiado, así como el desarrollo de un software para el procesamiento de la información y la obtención de resultados.
Abstract
The investigation work was developed taking like reference mark the state of the art on the Aggregate production Planning in the universal context and in the South American context, to end up studying to depth the behavior of the Colombian productive culture regarding the Gliding, the Programming and the Control of the production, in particular, the development level in the investigation and the application reached in the PYME (Small and Medium Company) in the specific field of the Aggregate production Planning, working in agreement with the government politicians about productivity and competitiveness, as well as in the observation about the necessity of to develop and to apply appropriate procedures for the sector manufacturer and the benefits that these they will generate in the Colombian economic and social context.
For the position of the procedures one kept in mind, besides the state of the art in Aggregate production Planning, precedent works developed by the author, as well as their professional activity in the consultancy field, that which allowed to visualize the existent problem in the PYME. It is as well as you arrives to the position of a procedure for the Aggregate production Planning of Materials, which allows to determine the gross necessities of the different required raw materials during the planning horizon, a procedure for the Aggregate Capacities Planning that generates the gross capacity required in each one of the working sections during the time of planning, and a procedure for the Aggregate Planning of shifts, machines and labor force. These results allow the PYME to have a good support for the taking of decisions in minimum time, that which constitutes a contribution of high novelty and applicability in the Colombian environment. All the outlined procedures were developed making partial applications in different companies of the sector PYME, corroborating this way the coherence of their position so much mathematical as practical. The application of the procedures required the assembly of an appropriate system of information, as well as the development of software for the prosecution of the information and the obtaining of results.
1. JUSTIFICACIÓN
Según los antecedentes de la investigación sobre el estado del arte en el comportamiento organizativo de la planeación y el control de la producción en las empresas manufactureras y de servicios, se revela un desarrollo y adaptación a las condiciones dinámicas de cambio desde su nacimiento hasta el presente. En esta época, comienzo de un nuevo siglo, revolucionario en el advenimiento de nuevas tecnologías y manejo de las economías de grupo, los cambios que se presentan rebasan la dinámica que le caracterizaba hasta finales de la década de los 90 y hoy en día, la revolución alrededor del comportamiento del mercado, la inestabilidad económica, la batalla incesante por la competitividad y mejoramiento continuo, el acelerado desarrollo telemático e informático, se manifiestan, en su conjunto, de una forma tan impactante, que muchas organizaciones industriales no están en capacidad de responder oportuna y acertadamente a estas. Además, está el hecho de que el consumidor es el que, finalmente, define necesidades y características de los productos, incluso, en el diseño y el precio de venta, haciendo que estas sean cada vez más individualizadas.
La solución para que las organizaciones productivas del denominado Tercer Mundo logren enfrentar de una manera competitiva toda la problemática enunciada, está en desarrollar una buena planeación táctica y operativa, mediante la aplicación de técnicas, metodologías y procedimientos que sean apropiados al entorno en el cual tienen asiento las organizaciones productivas.
La planificación y el control de la producción se caracterizan por contar con un conjunto de decisiones estructurales interrelacionadas, las cuales permiten definir la actividad productiva de la organización a corto, mediano y largo plazo. El enfoque jerárquico de la planificación y el control de la producción define tres niveles estructurales y en el correspondiente al nivel táctico-operativo se encuentra clasificada la denominada Planeación Agregada, la cual se aplica en los sistemas de productos estandarizados y en los sistemas tipo taller. Según criterio del autor, el desarrollo de una buena actividad de Planeación Agregada en la organización manufacturera, genera como resultado que esta utilice en forma razonable los recursos disponibles. Esta buena disposición en la utilización de los recursos, genera beneficios de nivel económico para la organización empresarial, pues causa una reducción de los costos en el sistema, mejorando su condición financiera y la condición económica y social de su componente humano, lo cual puede trascender como una forma de mejoramiento a otras organizaciones de su sector empresarial y del sector industrial colombiano en general.
Analizando con sentido crítico los diferentes modelos tomados como marco de referencia en el contexto del estado del arte en Planeación Agregada, se observa que realmente se tienen en cuenta todos los aspectos que en una organización de manufactura se pueden presentar. Igualmente, analizando la situación de la industria colombiana, se observa la necesidad de comenzar a trabajar al respecto, tal como lo recomienda el Grupo Monitor [1996], pero tratando de hacer empáticos y aplicables estos modelos extranjeros a las condiciones socioeconómicas, culturales y tecnológicas que se poseen en las industrias pequeñas y medianas del entorno industrial colombiano o en su defecto, generando métodos apropiados y acordes con las situaciones antes mencionadas [Torres Acosta, 1998].
Al no estar contemplado explícitamente en la literatura especializada el problema de la Planeación Táctica y Operativa mediante la aplicación de procedimientos de Planeación Agregada en las condiciones de las pequeñas y medianas industrias manufactureras colombianas, se hace necesario desarrollar un conjunto de procedimientos que permitan concretar de una manera racional la gestión de los recursos disponibles en estas organizaciones productivas, con lo cual sea posible alcanzar los niveles de competitividad que les permitan sobrevivir y desarrollarse en el actual contexto de una economía globalizada.
En correspondencia con los aspectos señalados anteriormente se planteó como hipótesis general de la investigación, la siguiente: El desarrollo de Procedimientos para la Planeación Agregada de la Producción, permitirá, de manera apropiada y práctica, la disposición razonable de los recursos disponibles para la producción en la PYME manufacturera colombiana y se demostrará mediante su aplicación en industrias manufactureras del sector. Tomando como base la hipótesis planteada, se define como objetivo general de la investigación, desarrollar los procedimientos para la Planeación Agregada de Producción y la Planeación Agregada de Costos, que permitan gestionar la disposición racional de los recursos disponibles en la pequeña y mediana industria manufacturera colombiana.
Este objetivo general fue desglosado en los objetivos específicos siguientes:
- Identificar y precisar los diferentes enfoques en materia de Planeación Agregada, mediante la construcción del marco teórico y referencial de la investigación.
- Desarrollar el marco filosófico de los procedimientos de Planeación Agregada de la producción.
- Estructurar los módulos para la Planeación Agregada de la Producción.
- Estructurar un sistema de información pertinente para la PYME colombiana.
- Aplicar los procedimientos desarrollados, en diferentes PYMES manufactureras colombianas para validar la hipótesis planteada.
2. MARCO TEÓRICO
El desarrollo de las investigaciones preliminares realizadas por el autor y sobre el estado del arte en el área de Planeación Agregada permiten plantear en forma inicial el hilo conductor y la estructura del Marco Teórico. Dicha estructura está planteada tomando como marco referencial los siguientes aspectos:
2.1 La Competitividad en el entorno industrial colombiano
Antes de hacer referencia a la competitividad en Colombia, necesariamente debe observarse que en los dos últimos decenios los criterios de productividad, calidad y mejoramiento se han convertido en algo de vital importancia para la economía de los países y de sus sectores componentes, y que una de las formas que permite su sobrevivencia es la competitividad. [Skinner, W., 1985]. Las concepciones de la competitividad van desde el criterio económico únicamente, sin importar el revestimiento político y social que esta implica, la cual se definiría como la capacidad que genera una organización para insertarse y participar en forma sostenida en los mercados internacionales [Gunn, T. C., 1990], hasta las más complejas que observan minuciosamente los componentes de tipo social, económico y ambiental [Melloan, G., 1994]. Además, la estrategia de competitividad debe estar enfocada en forma integral con los objetivos y las políticas de la organización según lo expuesto por Labrick [1991]. Las políticas de comercio exterior de la actual administración [Programa de Gobierno., 1998-2002], al igual que las de las administraciones de los expresidentes Gaviria [Programa de Gobierno., 1990-1994] y Samper [Programa de Gobierno., 1994-1998] están basadas en la apertura de la economía y en el desarrollo de políticas de integración activa con grupos económicos constituidos o por constituir, así como el desarrollo técnico y tecnológico de las pequeñas y medianas empresas, las cuales constituyen un gran aporte a la economía del país.
Tomando en consideración todos los aspectos referidos, la competitividad y la Manufactura Categoría Mundial, que pretende que todos los productos que se fabriquen tengan una presentación, una calidad y un precio de venta que les permita competir internacionalmente [Schonberger, R. J., 1986], se han convertido en objetivos determinantes para la mantenibilidad y la supervivencia de las empresas y la economía del país [Grupo Monitor, 1996], razón por la cual, las empresas deben sustentar su sobrevivencia, crecimiento y desarrollo en estrategias de mejoramiento de los procesos o aplicación de nuevas tecnologías [Peters, T. J., and Waterman, R. H., 1982], introduciendo factores de calidad diferencial en los productos [Dingus, V. R. and Golomski, W. A. (Eds.), 1988], trabajando en la reducción de los costos de fabricación, lo cuál constituye el denominado mejoramiento continuo [Deming, W. E. 1985; Imai, M., 1990].
2.2 La Planeación Agregada. Conceptos y enfoques fundamentales
En este epígrafe se establece el estado del arte de la Planeación Agregada en el ámbito universal, tomando como referencia los conceptos y métodos, así como el comportamiento de esta en el entorno colombiano, tomando en consideración que los conceptos de Planeación Agregada se aplican sobre todo en los sistemas de productos estandarizados y en los sistemas de talleres de trabajo [Buffa, ES. and Taubert W.H., 1981].
La planeación agregada es el conjunto de actividades que necesariamente se debe ejecutar como una de las etapas componentes del proceso de planeación, para cumplir con las metas de producción que permiten satisfacer las demandas pronosticadas para cada período del plan de producción, utilizando de manera integral y razonable todos los recursos disponibles en la corporación empresarial [Lee, SM., and Moore, LJ., 1995].
Según el criterio del autor, el desarrollo de una buena actividad de Planeación Agregada en la organización manufacturera, genera como resultado que ésta utilice en forma razonable los recursos disponibles. Esta buena disposición en la utilización de los recursos, genera beneficios de nivel económico para la organización empresarial, pues causa una reducción de los costos en el sistema, mejorando su condición financiera y la condición económica y social de su componente humano, lo cual puede trascender como una forma de mejoramiento a otras organizaciones de su sector empresarial y del sector industrial colombiano en general [Torres Acosta, J H., 1999]. Igualmente, considera que la planeación agregada debe enfocarse dentro del aspecto táctico tomando como marco de referencia las PYMES manufactures colombianas.
2.3 La Planeación Agregada en la Pequeña y Mediana Empresa Colombiana
La falta de planeación general de la pequeña y mediana empresa manufacturera colombiana, afecta de manera determinante la planeación táctica y operativa de estos tipos de organización empresarial, en lo referente a la utilización racional de los recursos existentes, generando una baja productividad, lo cual se ve reflejado en altos costos de manufactura y en un alto precio de venta, razones que no les permite ser competitivas. Al no trabajarse la planeación táctica y operativa, la condición de aplicación y desarrollo de la Planeación Agregada en la PYME manufacturera colombiana no existe. [Universidad Externado de Colombia, 1995; Torres Acosta, J. H., 1999].
El problema referido puede ser subsanado mediante la utilización de metodologías de planeación agregada, asimiladas al entorno colombiano, como herramienta para el desarrollo de la tarea de Planeación Táctica y Operativa de la organización, pues las metodologías existentes universalmente, fueron estructuradas para un entorno cultural, tecnológico, organizacional y socioeconómico totalmente diferente al del entorno industrial colombiano, lo cual en principio, las hace poco aplicables si se tiene en cuenta la estructura organizativa, logística y operativa [Torres Acosta, J. H., 1999] de la pequeña y mediana empresa nacional y esa imposibilidad de contratar mano de obra especializada a que hace referencia el GRUPO MONITOR en la investigación desarrollada para el Departamento Nacional de Planeación.
Este panorama, demuestra la necesidad de desarrollar procedimientos que sean fácilmente aplicables al medio, teniendo en cuenta las condiciones naturales de la pequeña y mediana empresa colombiana para enfrentar la tarea de Planeación Agregada, como una posibilidad de mejorar la planeación táctica y operativa en este tipo de organizaciones, permitiéndoles alcanzar un mayor grado de competitividad y de esta forma trabajar alrededor de las políticas formuladas por el gobierno [Torres Acosta, J. H., 1997].
3. DESARROLLO DE LOS PROCEDIMIENTOS PARA LA PLANEACIÓN AGREGADA DE PRODUCCIÓN
3.1 Marco filosófico de los procedimientos
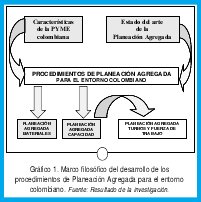
Estudiando las características de la PYME y tomando como marco de referencia las estrategias puras y las estrategias mixtas existentes de acuerdo con la revisión realizada sobre el estado del arte en Planeación Agregada, se genera como resultado una metodología que permite desarrollar y obtener resultados para la Planeación Agregada de Materiales, la Planeación Agregada de Capacidad, la Planeación Agregada de turnos y fuerza de trabajo, definiendo las horas regulares y horas extras que deben laborarse en cada período, sección y turno. Utilizando los resultados que se obtienen en la Planeación Agregada de materiales, capacidad, turnos y fuerza de trabajo, se puede proceder a la valoración de los costos agregados por mano de obra, materias primas y gastos generales de fabricación, permitiendo saber cual es el costo total agregado de la planeación. En el gráfico 1 se observa el marco filosófico de desarrollo de los procedimientos.
El resultado que se espera con el desarrollo de los procedimientos de planeación agregada, es que estos sean fácilmente aplicables a empresas pertenecientes al conjunto que compone la PYME colombiana y que la información obtenida les permita mejorar la planeación táctica y operativa, robusteciendo el proceso de planeación estratégica de la empresa, redundando a su vez en el mejoramiento de la planeación estratégica del sector, en concordancia con las políticas de competitividad formuladas por el gobierno. Considerando estas expectativas, los procedimientos desarrollados se presentan a continuación.
3.2 Procedimientos para la Planeación Agregada de Producción
Observando las necesidades de las empresas y teniendo en consideración los resultados planteados por el Grupo Monitor [1996] así como las proposiciones que han venido siendo desarrolladas por el autor en los últimos cinco años de su actividad académica, científica y profesional, los procedimientos de Planeación Agregada de Producción tienen los componentes para materiales, mano de obra, turnos, máquinas y fuerza de trabajo [Torres Acosta, J.H., 1994, 1997, 1998 y 1999]. Se presenta para cada uno de los procedimientos a manera de resumen, el objetivo, su formulación y el aporte científico que se realiza. En el anexo 1 se incluyen las principales formulaciones desarrolladas y a las que se hace referencia en cada procedimiento descrito.
3.2.1 Procedimiento para la Agregación
Se propone para la agregación, considerar la característica de los productos en lo referente al proceso de producción. En este contexto, una familia de productos estará constituida por aquellos artículos que para su elaboración utilicen los mismos procesos y las mismas operaciones.
3.2.2 Procedimiento para la determinación de la Demanda Neta
El primer cálculo que debe desarrollarse para la Planeación Agregada es la determinación de las demandas netas (DN) para cada uno de los períodos y productos que se van a trabajar en el sistema.
a) Objetivo: Generar la información sobre la cantidad neta de productos que deben manufacturarse en cada uno de los períodos del horizonte de planeación teniendo en cuenta los niveles de inventario tanto al inicio como al final del período.
b) Formulación del Procedimiento: La expresión (1) permite determinar de la demanda neta (DN) por período y para cada uno de los artículos.
3.2.3 Procedimiento para la Planeación agregada de materiales
a) Objetivo: Generar la información sobre la cantidad de consumo en forma agregada para cada una de las materias primas utilizadas en el proceso de manufactura, estableciendo una base de información que permita a la organización una utilización razonable de las mismas.
b) Formulación del Procedimiento: El procedimiento para la planeación agregada de materiales consta de dos módulos de cálculo, el correspondiente al de los requerimientos netos (RN) y el de requerimientos brutos (RB). Las expresiones (2) y (3) se utilizan para el cálculo de los RN y RB respectivamente.
3.2.4 Procedimiento para Planeación Agregada de Capacidades
a) Objetivo: Generar la información sobre la capacidad agregada requerida en cada uno de los procesos que componen la cadena de manufactura, estableciendo una base de información que permita a la organización una utilización razonable de la capacidad disponible.
b) Formulación del Procedimiento: El procedimiento para la planeación agregada de capacidades consta de dos módulos de cálculo, el correspondiente a la capacidad neta requerida (CNR) y el de capacidad bruta requerida (CBR). Mediante la expresión (4) se establece la forma en que se determina la capacidad neta requerida.
Para la planeación agregada de capacidades es necesario tener en cuenta que en el momento de producir, la capacidad neta requerida en el sistema se ve afectada por los denominados tiempos no productivos que se presentan normalmente en el sistema. Esta circunstancia hace necesario calcular la capacidad bruta requerida (CBR). Mediante la expresión (5), se establece la forma en que se realiza el cálculo de dicho valor.
3.2.5 Procedimiento para Planeación Agregada de Turnos, Máquinas y Fuerza de Trabajo
Este procedimiento determina las necesidades agregadas sobre turnos, máquinas y fuerza de trabajo, teniendo en cuenta las secciones o el proceso que permite manufacturar los productos en el sistema, estableciendo de esta manera una base de información en tiempo real, que soporta el proceso de toma de decisiones.
a) Objetivo: Generar la información sobre la planeación agregada de turnos, máquinas y hombres requeridos en cada uno de los procesos o secciones que componen la cadena de manufactura, estableciendo una base de información que permita a la organización una utilización razonable de la capacidad agregada calculada anteriormente, definiendo la cantidad de horas regulares y horas extras que deben trabajarse en cada uno de los turnos de trabajo planeados.
b) Formulación del Procedimiento: El procedimiento para la planeación agregada de turnos, máquinas y hombres por sección se desarrolla con varias relaciones que se expresan a continuación:
- Con la expresión (6) se establece la forma en que se determina el número de turnos por sección en cada uno de los períodos del horizonte de planeación.
- Si en el cálculo del número de turnos de trabajo mediante la utilización de la expresión (6) el resultado es mayor que tres (NTj > 3) significa que la organización productiva no esta en capacidad de producir todas las unidades demandadas y tendrá que recurrir a producir en períodos anteriores para suplir la demanda del período j mediante los inventarios generados en éstos.
- El número de máquinas que deben programarse en cada sección y cada uno de los turnos del período del horizonte de planeación, teniendo en cuenta los turnos completos (valor entero del resultado de cálculo del número de turnos) y el turno incompleto (valor fraccional del resultado de cálculo del número de turnos). Esto se puede obtener aplicando la expresión (7). Para el número de operarios que se necesitan, se utiliza la expresión (8).
Una vez determinado el número de operarios que se requieren, se procede a establecer las horas normales que se deben planear en forma agregada, mediante la utilización de la expresión (9).
Luego de calcular las horas normales requeridas, se determina el comportamiento de las horas extras requeridas utilizando la expresión (10).
Es necesario aclarar, que la programación de horas extras sólo puede realizarse en los turnos no completos, es decir, en aquellos en los que el número de máquinas o medios de trabajo no se han utilizado en su totalidad.
4. APORTE CIENTÍFICO
El aporte científico de la investigación en cada uno de los módulos de planeación desarrollados se destaca a continuación:
- El aporte dado al módulo Planeación agregada de materiales es el de integrar la planeación del requerimiento de materias primas a la planeación agregada, pues convencionalmente esta parte de la planeación se desarrollaba en la planeación de los recursos de manufactura (MRP II) en lo correspondiente a la explosión de materiales. Además, se tiene en cuenta el nivel de probabilidad de aceptación de las materias primas que intervienen en el proceso, pues este factor es de vital importancia en el medio colombiano ya que constituye uno de los mayores inconvenientes que tienen los productores del sector PYME para determinar la cantidad real de materia prima requerida por la empresa.
- El aporte en el módulo de planeación de capacidades es la diferenciación que se efectúa en los dos tipos de capacidad planteados, en los cuales se está generando el resultado sobre utilización de la capacidad de planta, sin necesidad de previamente haber establecido el coeficiente de utilización de la capacidad de la planta. Este resultado de utilización se presenta para cada una de las secciones de trabajo que estructuran la planta. Además, la forma de presentación de los resultados permite tener la información de una manera clara y concreta.
- En el módulo de planeación agregada de turnos, máquinas y fuerza de trabajo, el aporte generado esta presente en los términos siguientes: La determinación del número de turnos que deben trabajarse en cada período y cada sección, teniendo en cuenta el número de medios de trabajo existentes. El cálculo del número de medios de trabajo que deben programarse de acuerdo con el número de turnos; el número de trabajadores que deben programarse de acuerdo con el resultado del número de medios de trabajo que se deben utilizar en cada período, turno y sección. Finalmente, el cálculo de las horas normales y horas extras que deben ser laboradas en cada una de las secciones de trabajo durante los períodos del horizonte de planeación.
5. CONCLUSIONES
- La novedad de los procedimientos desarrollados, radica en el hecho de que estos fueron desarrollados concretamente para pequeñas y medianas empresas, mientras que los métodos tradicionales no fueron diseñados para este propósito. Otra diferencia existente es la referente a los niveles de agregación que se explican en el epígrafe 3.2.1. También, el horizonte de planeación de los procedimientos desarrollados es diferente, pues se toma como marco de referencia seis meses debido al comportamiento inestable de la economía colombiana.
- La evaluación de las características de la PYME colombiana y las referencias investigadas sobre el estado del arte de la Planeación Agregada son la base utilizada en el planteamiento del marco filosófico para el desarrollo de los procedimientos objeto de la investigación.
- Los procedimientos para la planeación agregada de materiales permiten determinar el consumo global de las diferentes materias primas que intervienen en el proceso de manufactura, teniendo en cuenta la información sobre demandas netas de los productos que se manufacturan, normas estándar de consumo, así como la calidad de las materias primas ofrecida por los proveedores.
- Los procedimientos para la planeación agregada de capacidades determina el valor de la capacidad bruta requerida en la organización, teniendo en cuenta las diferentes secciones o procesos de la cadena de manufactura, los tiempos estándar de producción, los tiempos no productivos y los tiempos de alistamiento de los medios de trabajo.
- Los procedimientos para la planeación agregada de turnos, máquinas y fuerza de trabajo, permiten obtener como resultado la cantidad de horas normales y horas extras de trabajo en cada uno de las secciones y turnos de trabajo en los períodos del horizonte de planeación.
BIBLIOGRAFÍA
[1] BUFFA, E.S. AND TAUBERT W.H. (1972). Production-inventory Systems: Planning and Control. Richard D. Irwin, Inc. New York.
[2] DEMING, W.E. (1985). Quality Productivity and Competitive Position. MIT Press. Massachusetts.
[3] DINGUS, V.R. AND GOLOMSKI, W.A. (Eds.) 1988. A Quality Revolution in Manufacturing. Industrial Engineering and Management Press. Norcross, Georgia.
[4] GAVIRIA, C. Desarrollo con Equidad. Programa de Gobierno. 19901994. Colombia
[5] GRUPO MONITOR. (1996). Diagnostico sobre el desarrollo Económico e industrial del país. Planeación Nacional. Santafé de Bogotá D.C.
[6] GUNN, T. C. 1990. Manufacturing for Competitive Advantage. Becoming a World Class Manufacturer. Ballinger Publishing Company. Cambridge, Massachusetts
[7] IMAI, M. (1990). Kaizen: The Key to Japan's Competitive Success. Random House. New York.
[8] LABRICK, K. 1991. The seven keys to business leadership. Fortune. October 24, Vol. 118, no. 9. USA
[9] LEE, S.M., AND MOORE, L.J., 1995. A Practical Approach to Production Scheduling. Production and Inventory Management. (1st Quarter). Pp. 79-87. USA
[10] PASTRANA, A. Plan Nacional de Desarrollo. Programa de Gobierno. 1998-2002. Colombia
[11] PETERS, T.J., AND WATERMAN, R.H. 1982. In Search of Excellence. Harper and Row. New York.
[12] SCHONBERGER, R.J. (1986). World Class Manufacturing. Free Press. New York.
[13] SAMPER, E. El Salto Social. Programa de Gobierno. 1994-1998. Colombia
[14] SKINNER, W. 1985. Manufacturing: The Formidable Competitive Weapon. John Wiley & Sons. New York
[15] TORRES ACOSTA, J.H. (1997). Cátedra Internacional OEA. Tecnologías Endógenas, Ambiente y Desarrollo Local. Ponencia. Santafé de Bogotá D.C.
[16] TORRES ACOSTA, J.H. (1998). Seminario Internacional "Ecoeficiencia, compromiso social y rentabilidad en la gestión empresarial del tercer milenio". Investigación y Desarrollo, Propuesta Doctoral. Santafé de Bogotá D.C.
[17] TORRES ACOSTA, J.H. (1999). Problemas Sociales de la Ciencia y la Tecnología. La Planeación Agregada en el contexto económico y social colombiano. Santa Clara, Cuba.
[18] TORRES ACOSTA, J.H. (1999). Seminario Internacional "Gestión financiera. Clave en el desarrollo y supervivencia empresarial". Sistemas de información en la gestión financiera, Propuesta Doctoral. Santafé de Bogotá D.C.
[19] TORRES, ACOSTA, J.H. (1992). Costos de Producción. Teoría y Aplicación. Universidad Distrital "Francisco José de Caldas". Santafé de Bogotá.
[20] TORRES, ACOSTA, J.H. (1994). Elementos de Producción. vol. I. Planeación, Programación y Control. Fondo de Investigación U.C.C. ECOE Editores, Santafé de Bogotá D.C.
[21] UNIVERSIDAD EXTERNADO DE COLOMBIA, (1995). La pequeña y Mediana Empresa en Colombia. Colección Empresarial. Santafé de Bogotá.
FORMULACIONES PARA LA PLANEACIÓN AGREGADA DE PRODUCCIÓN
Determinación de la Demanda Neta
i = Define el tipo de producto. (i = 1,...,I)
j = Período del horizonte de planeación. (j = 1,...,J)

DNij= Demanda Neta del producto tipo i en el período j.
Dij = Demanda del producto tipo i en el período j.
I i (j-1) = Inventario en existencia de producto tipo i en el período j-1.
Ii j = Inventario requerido de producto tipo i en el período j.
Planeación agregada de materiales
i = Define el tipo de producto. (i = 1,...,I)
j = Período del horizonte de planeación. (j = 1,...,J)
k = Define el tipo de materia prima. (k = 1,...,K)
En la expresión (2) se establece la forma en que se determina el requerimiento neto de materia prima.

RN jk = Requerimiento Neto de la materia prima tipo k en el período j.
DNij = Demanda neta del producto tipo i en el período j.
(CSMP/U) ik = Consumo estándar de materia prima tipo k del producto tipo i.
IMP(j-1)k = Inventario de materia prima tipo k en el periodo j.

RB jk = Requerimiento Bruto de la materia prima tipo k en el período j.
RN jk = Requerimiento Neto de la materia prima tipo k en el período j.
Pa k = Probabilidad de aceptación de la materia prima tipo k.
(1/Pa) k = Multiplicador que permite calcular el RB de materia prima tipo k.
Procedimiento para Planeación Agregada de Capacidades
i = Define el tipo de producto. (i = 1,...,I)
j = Período del horizonte de planeación. (j = 1,...,J)
s = Define la sección o proceso dentro del sistema. (s = 1,...,S)

CNR js = Capacidad neta requerida en la sección o proceso s en el período j.
DN ij = Demanda neta del producto tipo i en el período j.
(TS/U) is = Tiempo estándar de producción del producto tipo i en la sección s.

CBR js = Capacidad Bruta Requerida en el período j sección s.
CNR js = Capacidad Neta Requerida en el período j sección s.
TNP js = Tiempo no Productivo en el período j sección s.
TA ijs = Tiempo de alistamiento para el producto tipo i en la sección s durante el período j.
Planeación Agregada de Turnos, Maquinas y Fuerza de Trabajo
j = Período del horizonte de planeación. (j = 1,...,J)
s = Define la sección o proceso dentro del sistema. (s = 1,...,S)
t = Turno. (t = 1,...,T)

De la expresión (10) se tiene:
NTjs = Número de turnos de la sección s durante el período j.
CBR js = Capacidad bruta requerida en la sección s durante el período j.
NM s = Número de maquinas de la sección s.
192 = Horas que labora un trabajador en un mes.
NMR jst = Número de maquinas requeridas en la sección s turno t durante el período j.
NM s = Número de maquinas disponibles en la sección s.
NT js = Número de turnos requeridas en la sección s durante el período j.

NO jst = Núm. de operarios requeridos en la sección s turno t durante el período j.
NM jst = Núm. de maquinas requeridas en la sección s turno t durante el período j.
(NOp./M) = Número de operarios que se necesitan para operar una maquina.

HNjst = Horas Normales requeridas en la sección s turno t durante el período j.
NMjst = Núm. de maquinas requeridas en la sección s turno t durante el período j.

HE jst = Horas Extras requeridas en la sección s turno t durante el período j.
CBR js = Capacidad Bruta requerida en la sección s durante el período j.
HN jst = Horas Normales requeridas en la sección s turno t durante el período j.
Creation date:
License
![]()
From the edition of the V23N3 of year 2018 forward, the Creative Commons License "Attribution-Non-Commercial - No Derivative Works " is changed to the following:
Attribution - Non-Commercial - Share the same: this license allows others to distribute, remix, retouch, and create from your work in a non-commercial way, as long as they give you credit and license their new creations under the same conditions.

2.jpg)