DOI:
https://doi.org/10.14483/udistrital.jour.reving.2016.1.a02Published:
2016-01-12Issue:
Vol. 21 No. 1 (2016): January - AprilSection:
Civil and Environmental EngineeringDeterminación de la Degradación Térmica de Polímeros por Análisis de Cambio de Color
Determination of Polymers Thermal Degradation by Color Change Analysis
Keywords:
análisis de cambio de color, degradación térmica, extrusión, inyección, polímeros termoplásticos (es).Keywords:
color change analysis, extrusion, injection, thermal degradation, thermoplastic polymers (en).Downloads
References
Josiane da R. Silvano, Sabrina A. Rodrigues, Juliano Marini, Rosario E. S. Bretas, Sebastiao V. Canevarolo, Benjamim de M. Carvalho y Luís A. Pinheiro, “Effect of reprocessing and clay concentration on the degradation of polypropylene/montmorillonite nanocomposites during twin screw extrusion”, Polymer Degradation and Stability, Volumen 98, Número 3, 2013, pp. 801-808.
K. Jitendra Pondey, K. Ragunatha Reddy, A. Pratheep Kumar A y R. P. Singh, “An overview on the degradability of polymer nanocompo-sites”, Polymer Degradation and Stability, Volumen 85, Número 2, 2005, pp. 234-250.
Naima Touati, Mustapha Kaci, Stéphane Bruzaud y Yves Grohens, “The effects of reprocessing cycles on the structure and properties of iso-tactic polypropylene/cloisite 15A nanocomposites”, Polymer Degradation and Stability, Volumen 96, Número 6, 2011, pp. 1064-1073.
A. Mendes, A. M. Cunha y C. A. Bernardo, “Study of the degradation mechanisms of polyethylene during reprocessing”, Polymer Degrada-tion and Stability, Volumen 96, Número 6, 2011, pp. 1125-1133.
Tim Osswald, Understanding Polymer Processing: Processes and Governing Equations. Herser Editorial, Alemania, 2011, pp. 71-163.
Letícia Sausen Hamester, Pablo Andrés Riveros y Sebastiao Vicente Canevarolo, “A new device for in-line colorimetric quantification of polypropylene degradation under multiple extrusions”, Polymer Testing, Volumen 41, 2015, pp. 117-123.
Chéfira Remili, Mustapha Kaci, Aida Benhamidam, Stéphane Bruzaud y Yves Grohens, “The effects of reprocessing cycles on the structure and properties of polystyrene/Coisite15A nanocomposites”, Polymer Degradation and Stability, Volumen 96, Número 8, 2011, pp. 1489-1496.
M. Hamskog, M. Klugel, D. Forsstrom, B. Terselius y P. Gijsman. “The effect of base stabilization on the recyclability of polypropylene as studied by multicell imaging chemilunescence and microcalorimetry”, Polymer Degradation and Stability, Volumen 86, Número 3, 2004, pp. 557-566.
James S. Fabiyi y Armando G. McDonald, “Effect of wood species on property and weathering performance of wood plastic composites”, Composites: Part A, Volumen 41, Número 10, 2010, pp. 1434-1440.
K. C. Reis y S. V. Canevarolo, “Evaluation of the structure of polypropylene/montmorillonite nanocomposite by in-line light extinction and color measurements during multiple extrusions”, Polymer Engineering & Science, Volumen 52, Número 8, 2012, pp. 1784-1794.
Izaro Goitisolo, José I. Eguiazábal y Jon Nazábal, “Effect of reprocessing on the structure and properties of polyamide 6 nanocomposites”, Polymer Degradation and Stability, Volumen 93, Número 10, 2008, pp. 1747-1752.
E. K. Karahaliou y P. A. Tarantili, “Preparation of Poly(Acrylonitrile-Butadiene-Styrene)/Momtmorillonite nanocomposites and degradation studies during extrusion reprocessing”, Journal of Applied Polymer Science, Volumen 113, Número 4, 2009, pp. 2271-2281.
C. Sánchez, M. Hortal, C. Aliaga, A. Devis y V.A. Cloquell-Ballester, “Recyclability assessment of nano-reinforced plastic packaging”, Waste Management, Volumen 34, Número 12, 2014, pp. 2647-2655.
William F. Smith y Javad Hashemi, Fundamentos de la Ciencia e Ingeniería de Materiales. McGraw Hill, cuarta edición, México, 2006.
James S. Fabiyi, Armando G. McDonald, Michael P. Wolcott y Peter R. Griffiths, “Wood plastic composites weathering: Visual appearance and chemical changes”, Polymer Degradation and Stability, Volumen 93, Número 8, 2008, pp. 1405-1414.
Paul A. Wilichowski, “Comparison of the effect of smooth and grooved feed extrusion on HDPE recyclability”, disertación tesis de maes-tría – Master of Science – en Ingeniería Mecánica, Universidad de Wisconsin, USA, 2004.
F. Carrasco, P. Pagés, J. Gámez-Pérez, O. O. Santana, y M. L. Maspoch, “Processing of poly(lactic acid): Characterization of chemical struc-ture, thermal stability and mechanical properties”, Polymer Degradation and stability, Volumen 95, Número 2, 2010, pp. 116-125.
How to Cite
APA
ACM
ACS
ABNT
Chicago
Harvard
IEEE
MLA
Turabian
Vancouver
Download Citation
DOI: http://dx.doi.org/10.14483/udistrital.jour.reving.2016.1.a02
Determinación de la degradación térmica de polímeros por análisis de cambio de color
Determination of Polymers Thermal Degradation by Color Change Analysis
Andrés Felipe Rojas,
Grupo de Investigación Aprovechamiento de Residuos, Departamento de Ingeniería Química, Universidad Nacional de Colombia, Manizales, Colombia anfrojasgo@unal.edu.co
Tim Osswald,
Professor Polymer Engineering Center Mechanical Engineering University of Wisconsin-Madison, Madison, USA. tosswald@wisc.edu
Received: 14/09/2015. Modified: 14/11/2015. Accepted: 24/11/2015
Resumen
Contexto: Se ha observado que la degradación térmica de polímeros termoplásticos, cuando son reprocesados por inyección, extrusión y extrusión/inyección, causa cambios de color en el producto, aunque no se ha establecido en qué medida produce este efecto.
Método: Se analizó el efecto sobre la degradación térmica del tipo de polímero, tipo de procesamiento, grado del polímero, velocidad de giro del husillo en extrusión y el número de reprocesamientos, cuantificada a través del cambio de color mediante una ecuación empírica, empleando datos experimentales obtenidos por análisis en un colorímetro microcolor.
Resultados: Se encontró que el análisis de cambio de color proporciona información del avance de la degradación y de la estabilidad térmica de polímeros termoplásticos al ser procesados en múltiples ciclos y procesos.
Conclusiones: Se estableció que esta técnica se puede implementar como una medida simple y eficiente de control de calidad de productos termoplásticos, según su variación del color.
Palabras clave: análisis de cambio de color, degradación térmica, extrusión, inyección, polímeros termoplásticos.
Abstract
Context: It has been observed that thermal degradation of thermoplastic polymers, when they are reprocessed by injection, extrusion and extrusion / injection, undergo color changes in the product, although it not has been established as this change occurs.
Method: It analyzed the effect on thermal degradation caused by polymer type, processing type, polymer grade, rotation speed of the extrusion screw and number of reprocessing, which is quantified by the color change using an empirical equation, with experimental data obtained by analysis through a microcolor colorimeter.
Results: It was found that the color change analysis provides information about progress of the thermal degradation and stability of thermoplastic polymers, which are undergoing to multiple reprocessing events and processes.
Conclusions: It was established that this technique can be implemented as a simple and efficient measure of thermoplastic products quality control, according to their color change.
Keywords: color change analysis, extrusion, injection, thermal degradation, thermoplastic polymers.
Language: spanish.
1. Introducción
En los últimos veinticinco años se ha puesto de manifiesto la necesidad de estudiar y desarrollar materiales poliméricos que permitan su reutilización y reciclaje, volviendo a ser parte del ciclo económico. Para ello es necesario considerar aspectos importantes como el proceso de degradación que sufren estos materiales durante su síntesis, procesamiento, uso y reprocesamiento [1]. De estos procesos, el reprocesamiento es el de mayor cuidado, dado que puede dar lugar a la degradación térmica, degradación termo-oxidativa o degradación mecánica, que afecta la estructura de los polímeros y las propiedades de los materiales con los que se mezclan, dando como consecuencia una reducción en la vida útil del producto terminado [2] [3]. En adición, este proceso trae consigo algunos beneficios como: suplir en parte la necesidad de materia prima, disminuir la disposición de residuos y beneficios económicos, cuando las piezas rechazadas en la producción son retornadas al proceso.
El reprocesamiento es una operación en la cual un polímero experimenta ciclos repetidos de procesamiento, ocasionando variación o degradación significativa de sus propiedades [4]. Este reprocesamiento puede efectuarse mediante operaciones como la extrusión, inyección, termoformado, moldeo por compresión, moldeo por soplado, moldeo por rotación o moldeo rotacional, soplado de películas, calandrado, espumado, soldado, revestimiento y elaboración de fibras. De estos procesos, la extrusión y el moldeo por inyección son comúnmente utilizados en la industria y especialmente para el reprocesamiento de polímeros [5]. Durante la extrusión e inyección, los polímeros experimentan cizalla y altas temperaturas que causan degradación térmica, mecánica y química, los cuales pueden provocan significativos cambios, no solo en las propiedades reológicas de la masa fundida, sino también en las propiedades ópticas y mecánicas del producto final [6]. Para monitorear la evolución de las propiedades de materiales poliméricos durante su procesamiento, se han empleado algunas técnicas, las cuales pueden ser cualitativas o cuantitativas, como la reología, espectroscopia de absorción, atenuación ultrasónica, microscopia de imagen, dispersión de luz y colorimetría (análisis de cambio de color) [6] [7].
Varios estudios han demostrado que la colorimetría es una valiosa herramienta para evaluar las condiciones de procesamiento o los cambios en la estructura del material. El análisis de cambio de color se ha utilizado para evaluar la influencia de la adición de bases de estabilización sobre la reciclabilidad del polipropileno por reprocesamiento en extrusión [8] y la degradación a la intemperie de materiales compuestos de madera con polietileno de alta densidad y polipropileno [9]. Reis et al. observaron un aumento en la intensidad del color amarillo de polipropileno/nanocompuestos montmorillonita después de múltiples extrusiones [10]. También se han analizado los cambios experimentados por nanocompuestos de poliamida 6 en el reprocesamiento por moldeo por inyección [11], la degradación por reprocesamiento en extrusión de nanocompuestos de ABS/MMT [12] y PP/MMT [1] y la degradación por inyección de polietileno durante el reprocesamiento [4]. Remili et al. estudiaron el efecto del reprocesamiento sobre el cambio de color en poliestireno y nanocompuestos de poliestireno/cloisita 15A, encontrando que el nivel de color es más pronunciado cuando el número de ciclos aumenta, indicando que hay degradación térmica [7]. Sánchez et al. evaluaron la reciclabilidad en múltiples extrusiones de embaces de PE, PP y PET que son reforzados con nanomateriales [13]; y Hamester et al. estudiaron la degradación termomecánica en múltiples extrusiones de un homopolímero de polipropileno [6]. En todas estas investigaciones se encontró que es posible determinar la degradación de polímeros por el análisis de color y que los materiales se degradan con el aumento en el número de reprocesamientos sufridos por ellos.
El objetivo de este trabajo es validar el análisis de cambio de color, como una herramienta confiable y rápida, para establecer cuantitativamente la degradación térmica de polímeros. Para ello se determina la degradación térmica de 7 siete polímeros reprocesados cinco veces en extrusión, inyección y extrusión/inyección, y se evalúa el efecto del número de reprocesamientos(o ciclos de procesamiento), la velocidad de giro del husillo en extrusión, el grado del polímero, el tipo de procesamiento (extrusión, inyección y extrusión/inyección) y el tipo de polímero, en el cambio de calor con la ecuación empírica de Hunter-Scotfield.
2. Materiales y métodos
2.1. Materiales
Se emplearon siete polímeros termoplásticos para este estudio, así: dos tipos de Polietileno de Alta Densidad (HDPE), uno de grado inyección (GI) y el otro de grado extrusión (GE), Polietileno de Baja Densidad (LDPE), Poliestireno (PS), Polimetíl Metacrilato (PMMA), Polipropileno (PP) y Poliácido Láctico (PLA). Estos polímeros fueron suministrados por las empresas americanas IDES y Nature Works-USA.
2.2. Reprocesamiento de polímeros
Los siete polímeros se sometieron a cinco ciclos de procesamiento en tres procesos diferentes, descritos a continuación: el polietileno de alta densidad grado extrusión se sometió a extrusión a dos diferentes velocidades de giro del husillo (20 y 80 rpm); el polietileno de alta densidad grado inyección experimentó el reprocesamiento por extrusión, extrusión/inyección e inyección; mientras que los polímeros restantes (polietileno de baja densidad, poliestireno, polimetíl metacrilato, polipropileno y poliácido láctico), se reprocesaron por extrusión.
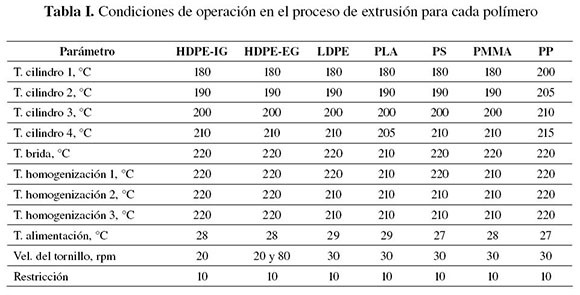
Para el proceso de extrusión se empleó una extrusora monohusillo marca EXTRUDEX ED-N 45-30D, con un diámetro de husillo de 45 mm y una relación longitud / diámetro L/D de 30. Se operó con una restricción de salida del polímero en el dosificador de 10 (0 máxima y 56 mínima restricción), la velocidad de rotación del husillo y el perfil de temperatura en las ocho zonas de calentamiento de la extrusora varía para cada polímero, como se muestra en la tabla I. En este proceso el material se transporta por un tornillo giratorio mientras se funde, para ser posteriormente impulsado a través de una abertura. Los polímeros sometidos a extrusión experimentaron las mismas operaciones: un primer secado, extrusión, enfriamiento, reducción de tamaño (aproximadamente 2mm de diámetro y 3 mm de altura) y un segundo secado. El secado se realizó en un horno a 90°C por un tiempo de 1 hora.
El proceso de inyección se realizó en una inyectora monohusillo marca Boy XS, con diámetro del husillo de 12mm, una relación L/D de 19.6, una velocidad máxima de inyección de 24 cm3/s y una presión máxima de 3130 bar (45.4 psi). En este equipo la muestra se somete a calentamiento y posterior fundición, para que mediante un movimiento similar al de un pistón el polímero es inyectado al molde, manteniendo la presión sobre el material alimentado hasta que solidifique [14]. Las muestras para análisis de este proceso experimentaron las mismas operaciones en sus cinco ciclos de reprocesamiento: un primer secado (90°C por 1 h), inyección, reducción de tamaño y un segundo secado (90°C por 1 h).
El proceso de extrusión/inyección consiste en pasar el polímero por la extrusora y después por la inyectora, y se toma la muestra al final del proceso de inyección. Cada muestra se somete a cada una de las siguientes etapas: un primer secado, extrusión, reducción de tamaño, segundo secado, inyección, reducción de tamaño y un tercer secado.
2.3. Caracterización general
Los polímeros vírgenes o polímeros sin procesar, se caracterizaron térmicamente por Calorimetría Diferencial de Barrido (DSC) respecto a su temperatura de transición vítrea, temperatura de fusión y temperatura de cristalización, en un calorímetro marca Netzsch DCS 200-PC, siguiendo la norma ASTM D 3418-08. También se determinó el índice de fluidez (IF) por medio de un plastómetro marca Dynisco Polymer Test, modelo D4003, en el que se establece la masa de polímero que fluye por un capilar en un tiempo de diez minutos, de acuerdo a la norma ASTM D1238.
2.4. Análisis de color
El análisis de color se llevó a cabo en un colorímetro microcolor de tres estímulos, marca X-Rite Color Master modelo 8200, que utiliza el programa CM2, de acuerdo a la ASTM D 2244-11. Los tres estímulos de color evaluados fueron: el factor de luminancia L, el cual mide el carácter de luminosidad y oscuro; y las coordenadas de cromaticidad, que son el índice de saturación al rojo a, que mide el carácter rojo-verde; y el índice de saturación al amarillo b, que cuantifica el carácter amarillo-azul de la luz. El equipo mide estos tres parámetros para la muestra estándar, la cual es el polímero virgen o polímero sin procesar, y después se miden para la muestra reprocesadas. Con esta información, el programa calcula los cambios en estos parámetros obteniendo ΔL, Δa y Δb respecto a la muestra de referencia. A partir de estos parámetros se cuantifica el cambio de color (ΔE) de las muestras por medio de la siguiente ecuación [7] [13]:
![]()
Donde ΔL es el cambio en el índice de luminancia, Δa es el cambio en a, y Δb es el cambio en b, respecto a la muestra de referencia. Esta ecuación es conocida como ecuación empírica de Hunter-Scotfield, la cual es considerada como una ecuación de distancia euclidiana [15]. Para el análisis de resultados se considera que un incremento en L, la muestra ha aumentado su luminosidad (varía desde cero para el negro y 100 para el blanco), un valor positivo de Δa significa que el color de la muestra experimentó un cambio hacia el rojo y un valor negativo, hacia el verde (varía desde -80 a +100). Mientras que un valor positivo de Δb significa que el color de la muestra experimentó un cambio hacia el amarillo y un valor negativo, un cambio hacia el azul (varía desde -50 a +70) [15].
Con la determinación del cambio de color se busca validar el análisis de cambio de color, como herramienta confiable y rápida, para establecer cuantitativamente la degradación térmica de polímeros. Para ellos se analiza el efecto del número de reprocesamientos (para todos los polímeros), el efecto de la velocidad de giro del husillo en extrusión (HDPE a 20 y 80 rpm), el efecto del grado del polímero (HDPE grado inyección y grado extrusión procesados en la extrusora), el efecto del tipo de procesamiento (HDPE-GI en inyección, extrusión y extrusión/inyección sucesivos), y el efecto del tipo de polímero (para todos los polímeros en extrusión).
3. Resultados y discusión de resultados
La técnica de análisis de cambio de color fue evaluada para establecer semi-cuantitativamente la degradación térmica de polímeros termoplásticos. Esta evaluación se realizó mediante el análisis del efecto del número de reprocesamientos (de cero a cinco ciclos), la velocidad de giro del husillo en extrusión (20 y 80 rpm), el grado del polímero (grados inyección y extrusión), el tipo de procesamiento (extrusión, inyección y extrusión/inyección) y el tipo de polímero (LDPE, PMMA, PP, PS y PLA).
3.1 Caracterización de los polímeros
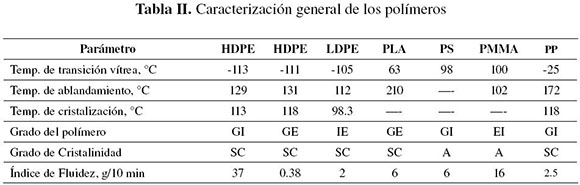
Las características de temperatura de transición vítrea, de fusión, de cristalización, grado y estructura molecular y el índice de fluidez (IF) del polímero se presentan en la tabla II para los siete polímeros estudiados. En esta tabla se observa que el PC, PS y PMMA son polímeros amorfos (A), por lo tanto, no reportan la temperatura de cristalización, mientras que los otros materiales son semicristalinos (SC). Además, los polímeros HDPE, PC, PS y PP, son grado inyección (GI), el HDPE y PLA son grado extrusión (GE), mientras que el LDPE y el PMMA son grado extrusión/inyección (EI). También se aprecia que el HDPE grado I y el PC reportan el menor y mayor valor de la temperatura de transición vítrea, respectivamente. En cuanto a la temperatura de fusión, el PMMA tiene en menor valor y el PC el mayor valor de este parámetro. Mientras que el IF es mayor en el HDPE-GI y menor en el HDPE - GE. Los resultados presentados en la tabla II son similares a los reportados por otros autores [16] [17] [18].
3.2. Efecto del número de reprocesamientos
La figura 1 muestra el cambio de color que sufre el PLA al ser reprocesado por inyección. Aquí se observa que la muestra pasa de un color blanco transparente a un color amarillo opaco, indicando visualmente que el polímero sufre degradación térmica debido al proceso de inyección. Similares resultados de cambio de color se encontraron para el PLA, el cual experimentó varios procesos de transformación consecutivos [17]. Los resultados de la figura 1 se confirman con los datos presentados en la tabla III, donde se muestran los valores del análisis de cambio de color obtenido por medio de la ecuación empírica de Hunter-Scotfield. En esta tabla se puede ver que el cambio en el factor de luminancia L disminuye, mientras que en el índice de saturación al rojo Δa, en el índice de saturación al amarillo Δb y en el cambio de color ΔE, aumentan con el número de reprocesamientos.
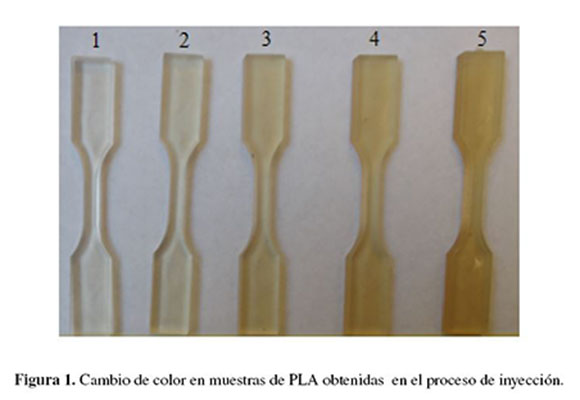
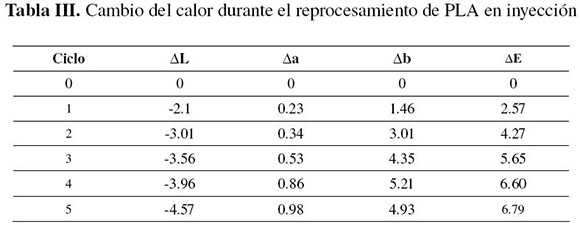
La reducción del factor de luminancia indica que la muestra al ser reprocesada reduce su luminosidad y aumenta su opacidad, mientras que el aumento con valores positivos en el índice de saturación Δb indica que la muestras cada vez tiende a tomar una tonalidad amarilla, lo cual es comprobado con los resultados visuales que se presentan en la figura 1. También se observa que la variación del índice de saturación al rojo es mínima, por lo que no se aprecian cambios hacia tonalidades del rojo, debido a los valores positivos registrados por la muestra. Este resultado indica que efectivamente la muestra experimenta degradación térmica, la cual es cuantificable mediante la técnica colorimétrica de análisis de cambio de color. Similares resultados se encontraron en los otros polímeros evaluados, cuando se reprocesaron en cualquiera de los tres procesos aquí analizados. Además, concuerdan con información disponible en la literatura de cambio de color para el PP [1], HDPE y LDPE [4], PS [7] y PLA [17], en la que el cambio de color ocurre a medida que aumentan los reprocesamientos de los polímeros.
3.3. Efecto de la velocidad de giro del husillo en extrusión
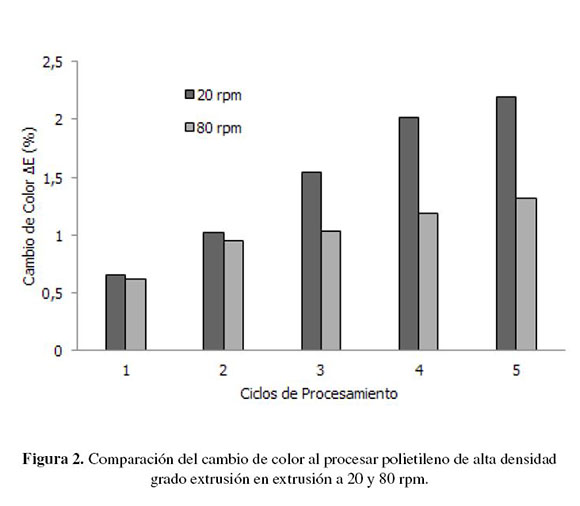
Para evaluar el efecto de la velocidad de giro del husillo en extrusión se empleó el HDPE-GE. En la figura 2 se aprecia la variación del cambio de color al procesar por extrusión el HDPE-GE a velocidades del husillo de 20 y 80 rpm. En la figura se observa que hay mayor variación en el color al procesar HDPE-GE a una velocidad 20 rpm. Esto es de esperarse porque a 20 rpm el polímero tiene un mayor tiempo de residencia en la extrusora, por lo tanto, va a experimentar una mayor degradación que cuando el polímero se procesa a 80 rpm. Esto está de acuerdo con lo reportado por Wilichowski en su trabajo de maestría [16]. También se aprecia que la variación en el color entre estas dos velocidades, se incrementa cuando la muestra experimenta un mayor número de reprocesamientos. Con el propósito de comparar resultados entre los polímeros, entre los procesos y que se tenga una apreciable variación en la degradación, se optó por evaluar los demás efectos a una velocidad del husillo en la extrusora de 30 rpm, y se estableció que esta velocidad sea equivalente a la velocidad del husillo de la inyectora.
3.4. Efecto del grado del polímero
El efecto del grado del polímero se estudió empleando el HDPE grado extrusión y grado inyección. La figura 3 presenta la variación del cambio de color del HDPE grado extrusión y grado inyección procesado en una extrusora monohusillo a 30 rpm. Al comparar estos dos polímeros se observa que, a pesar de tener grandes diferencias en el IF, lo cual tiene que ver con la distribución de pesos moleculares, no hay variaciones apreciables en la degradación térmica determinada por el cambio de color de las muestras. Es importante anotar que este comportamiento solo se analizó para el HDPE, por lo cual no se generaliza para los demás polímeros, debido a las diferencias en los valores del IF, el cual se encuentra relacionado con la estructura química de los polímeros, que podrían afectar la degradación térmica [16].

3.5. Efecto del tipo de procesamiento
En la figura 4 se muestra el cambio de color al procesar HDPE-GI en extrusión, inyección y extrusión/inyección. En esta figura se observa que la variación del color aumenta con el número de ciclos de procesamiento, lo cual indica que el polímero sufre degradación térmica sin importar el proceso al que se someta. Similares resultados han sido reportados por Remili et al. para el polietileno [7]. Al comparar la variación de color en los tres procesos evaluados, se observa que hay una mayor variación en las muestras inyectadas. Esto indica que en el proceso de inyección el polímero sufre una mayor degradación térmica comparada con la degradación sufrida en los otros dos procesos. Lo cual concuerda con resultados reportados en la literatura para el PLA [17].
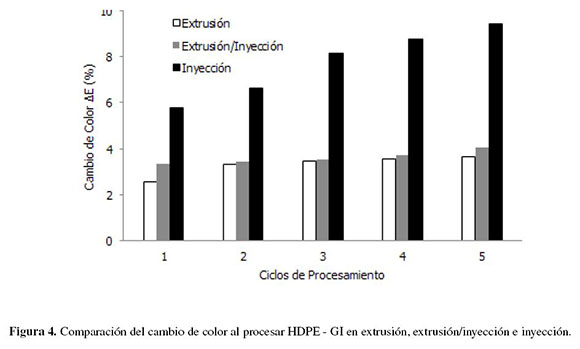
Sin embargo, la conclusión reportada por Carrasco et al., donde se expresa que el valor del cambio de color en una muestra extruida y posteriormente inyectada (extrusión/inyección) debería ser cercano a la suma del efecto de la degradación experimentada por el polímero en extrusión e inyección por separado, no se debe tomar a la ligera [17]. Dado que esto no se cumple para el HDPE-GI, por el contrario los valores del cambio de color en el proceso de extrusión/inyección, son similares a los encontrados cuando el polímero experimenta solamente el proceso de extrusión. Por lo tanto, se puede concluir que si un polímero experimenta un proceso de extrusión seguido por un proceso de inyección, la degradación causada en el primer proceso puede reducir el efecto de la degradación provocado por el segundo proceso, o este último puede revertir el efecto de degradación causado por el primer proceso. Este comportamientotambién se puede explicar considerando que cada polímero puede experimentar diferentes mecanismos de degradación de acuerdo al proceso al que es sometido.
3.6. Efecto del tipo de polímero
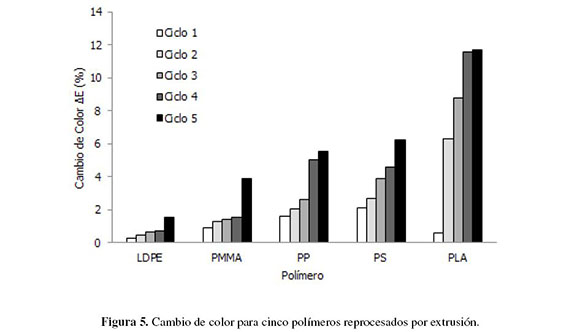
Para evaluar el efecto del tipo de polímero se reprocesaron cinco veces por extrusión a 30 rpm, los polímeros LDPE, PMMA, PP, PS y PLA. Los resultados del cambio de color para estos polímeros se muestran en la figura 5. En esta figura se confirma lo que anteriormente se había mencionada, respecto a que la degradación térmica aumenta con el número de reprocesamiento.También se observa que cada polímero experimenta una magnitud de degradación diferente, lo cual se debe al tipo de mecanismo de degradación y a la naturaleza química de cada polímero. El orden de menor a mayor degradación térmica experimentada en extrusión es: LDPE < PMMA < PP < PS < PLA, lo cual establece que de estos cinco polímeros, el LDPE es el polímero de mayor estabilidad térmica y el PLA el de menor estabilidad térmica al ser sometidos al proceso de extrusión. Esto confirma los resultados obtenidos con los mismos polímeros, pero en un estudio diferente en el que se utiliza el índice de Degradación en Proceso (IDP), el cual es función de la variación del índice de fluidez en cada reprocesamiento, como parámetro de medida de la degradación o estabilidad térmicas de polímeros [19].
4. Conclusiones
Se encontró que el cambio de color establecido por medio de la ecuación empírica de Hunter-Scotfield, aunque no es un parámetro cuantitativo del avance de la degradación térmica en muestras reprocesadas, proporciona una idea semi-cuantitativa del desarrollo de la degradación térmica de un polímero al ser procesado en múltiples ciclos y procesos.
De igual manera, el análisis de cambio de color también puede ser empleado como parámetro semi-cuantitativo para determinar la estabilidad térmica de polímeros en cualquier proceso al que se someta. En el proceso de extrusión que experimentaron los polímeros aquí estudiados, se encontró que el orden de menor a mayor estabilidad térmica es: LDPE > PMMA > PP > PS > PLA.
Por otra parte, el número de ciclos de procesamiento, la velocidad de giro del husillo en extrusión, el grado y tipo de polímero y el tipo de reprocesamiento, son parámetros que afectan directamente la degradación térmica, la cual se puede establecer por un simple análisis de cambio de color como técnica de control de calidad del producto.
Sin embargo, los resultados aquí obtenidos se deben apoyar y correlacionar en la variación de las propiedades térmicas de dichos materiales. Esto con el propósito de tener una mejor referencia de cuan efectivo es el análisis de color para establecer la degradación o estabilidad térmica de un polímero reprocesado.
Finalmente, el uso de un colorímetro en línea, acoplado a un sistema automático que se alimente de los resultados del análisis óptico, se recomienda como una herramienta promisoria en diferentes procesos a nivel industrial, para establecer la degradación o estabilidad térmica de materiales poliméricos que experimentan repetidos reprocesamientos.
Referencias
[1] Josiane da R. Silvano, Sabrina A. Rodrigues, Juliano Marini, Rosario E. S. Bretas, Sebastiao V. Canevarolo, Benjamim de M. Carvalho y Luís A. Pinheiro, "Effect of reprocessing and clay concentration on the degradation of polypropylene/montmorillonite nanocomposites during twin screw extrusion", Polymer Degradation and Stability, Volumen 98, Número 3, 2013, pp. 801-808.
[2] K. Jitendra Pondey, K. Ragunatha Reddy, A. Pratheep Kumar A y R. P. Singh, "An overview on the degradability of polymer nanocomposites", Polymer Degradation and Stability, Volumen 85, Número 2, 2005, pp. 234-250.
[3] Naima Touati, Mustapha Kaci, Stéphane Bruzaud y Yves Grohens, "The effects of reprocessing cycles on the structure and properties of isotactic polypropylene/cloisite 15A nanocomposites", Polymer Degradation and Stability, Volumen 96, Número 6, 2011, pp. 1064-1073.
[4] A. Mendes, A. M. Cunha y C. A. Bernardo, "Study of the degradation mechanisms of polyethylene during reprocessing", Polymer Degradation and Stability, Volumen 96, Número 6, 2011, pp. 1125-1133.
[5] Tim Osswald, Understanding Polymer Processing: Processes and Governing Equations. Herser Editorial, Alemania, 2011, pp. 71-163.
[6] Letícia Sausen Hamester, Pablo Andrés Riveros y Sebastiao Vicente Canevarolo, "A new device for in-line colorimetric quantification of polypropylene degradation under multiple extrusions", Polymer Testing, Volumen 41, 2015, pp. 117-123.
[7] Chéfira Remili, Mustapha Kaci, Aida Benhamidam, Stéphane Bruzaud y Yves Grohens, "The effects of reprocessing cycles on the structure and properties of polystyrene/Coisite15A nanocomposites", Polymer Degradation and Stability, Volumen 96, Número 8, 2011, pp. 1489-1496.
[8] M. Hamskog, M. Klugel, D. Forsstrom, B. Terselius y P. Gijsman. "The effect of base stabilization on the recyclability of polypropylene as studied by multicell imaging chemilunescence and microcalorimetry", Polymer Degradation and Stability, Volumen 86, Número 3, 2004, pp. 557-566.
[9] James S. Fabiyi y Armando G. McDonald, "Effect of wood species on property and weathering performance of wood plastic composites", Composites: Part A, Volumen 41, Número 10, 2010, pp. 1434-1440.
[10] K. C. Reis y S. V. Canevarolo, "Evaluation of the structure of polypropylene/montmorillonite nanocomposite by in-line light extinction and color measurements during multiple extrusions", Polymer Engineering & Science, Volumen 52, Número 8, 2012, pp. 1784-1794.
[11] Izaro Goitisolo, José I. Eguiazábal y Jon Nazábal, "Effect of reprocessing on the structure and properties of polyamide 6 nanocomposites", Polymer Degradation and Stability, Volumen 93, Número 10, 2008, pp. 1747-1752.
[12] E. K. Karahaliou y P. A. Tarantili, "Preparation of Poly(Acrylonitrile-Butadiene-Styrene)/Momtmorillonite nanocomposites and degradation studies during extrusion reprocessing", Journal of Applied Polymer Science, Volumen 113, Número 4, 2009, pp. 2271-2281.
[13] C. Sánchez, M. Hortal, C. Aliaga, A. Devis y V.A. Cloquell-Ballester, "Recyclability assessment of nano-reinforced plastic packaging", Waste Management, Volumen 34, Número 12, 2014, pp. 2647-2655.
[14] William F. Smith y Javad Hashemi, Fundamentos de la Ciencia e Ingeniería de Materiales. McGraw Hill, cuarta edición, México, 2006.
[15] James S. Fabiyi, Armando G. McDonald, Michael P. Wolcott y Peter R. Griffiths, "Wood plastic composites weathering: Visual appearance and chemical changes", Polymer Degradation and Stability, Volumen 93, Número 8, 2008, pp. 1405-1414.
[16] Paul A. Wilichowski, "Comparison of the effect of smooth and grooved feed extrusion on HDPE recyclability", disertación tesis de maestría - Master of Science - en Ingeniería Mecánica, Universidad de Wisconsin, USA, 2004.
[17] F. Carrasco, P. Pagés, J. Gámez-Pérez, O. O. Santana, y M. L. Maspoch, "Processing of poly (lactic acid): Characterization of chemical structure, thermal stability and mechanical properties", Polymer Degradation and stability, Volumen 95, Número 2, 2010, pp. 116-125.
License
![]()
From the edition of the V23N3 of year 2018 forward, the Creative Commons License "Attribution-Non-Commercial - No Derivative Works " is changed to the following:
Attribution - Non-Commercial - Share the same: this license allows others to distribute, remix, retouch, and create from your work in a non-commercial way, as long as they give you credit and license their new creations under the same conditions.
2.jpg)